Testing of New Collectors for Concentration of Fluorite by Flotation in Pneumatic (Modified Hallimond Tube) and Mechanical Cells

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
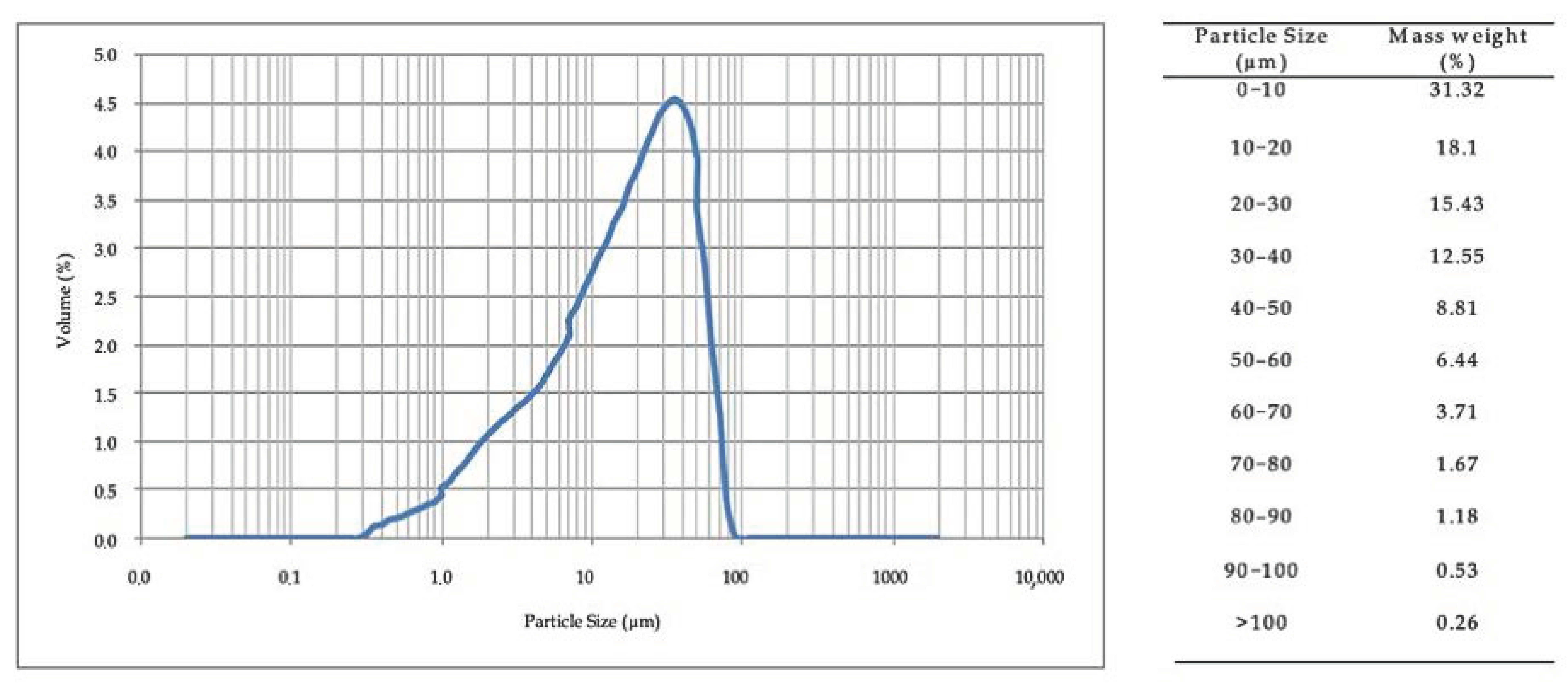
2.1. Mineral
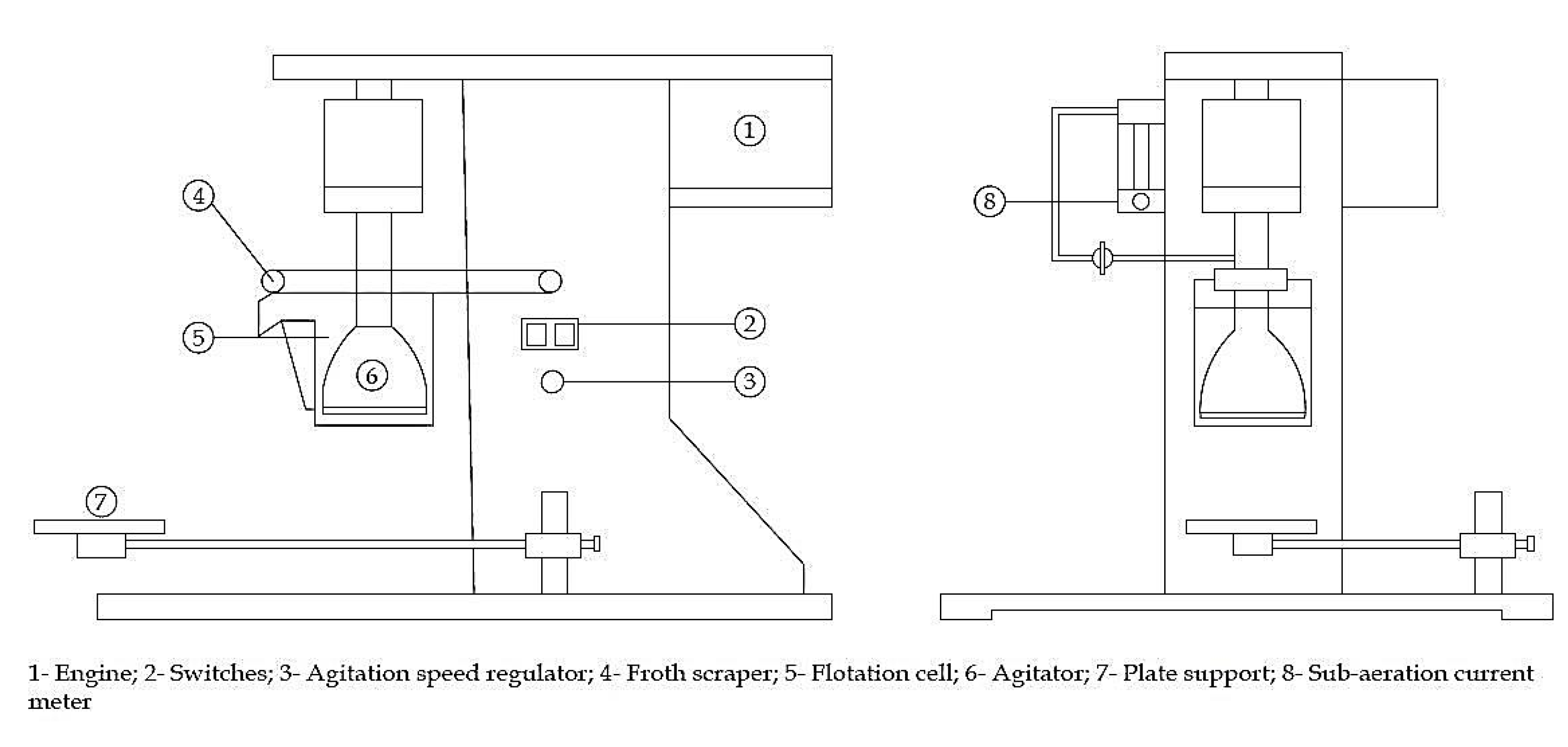
2.2. Mechanical Cell Flotation
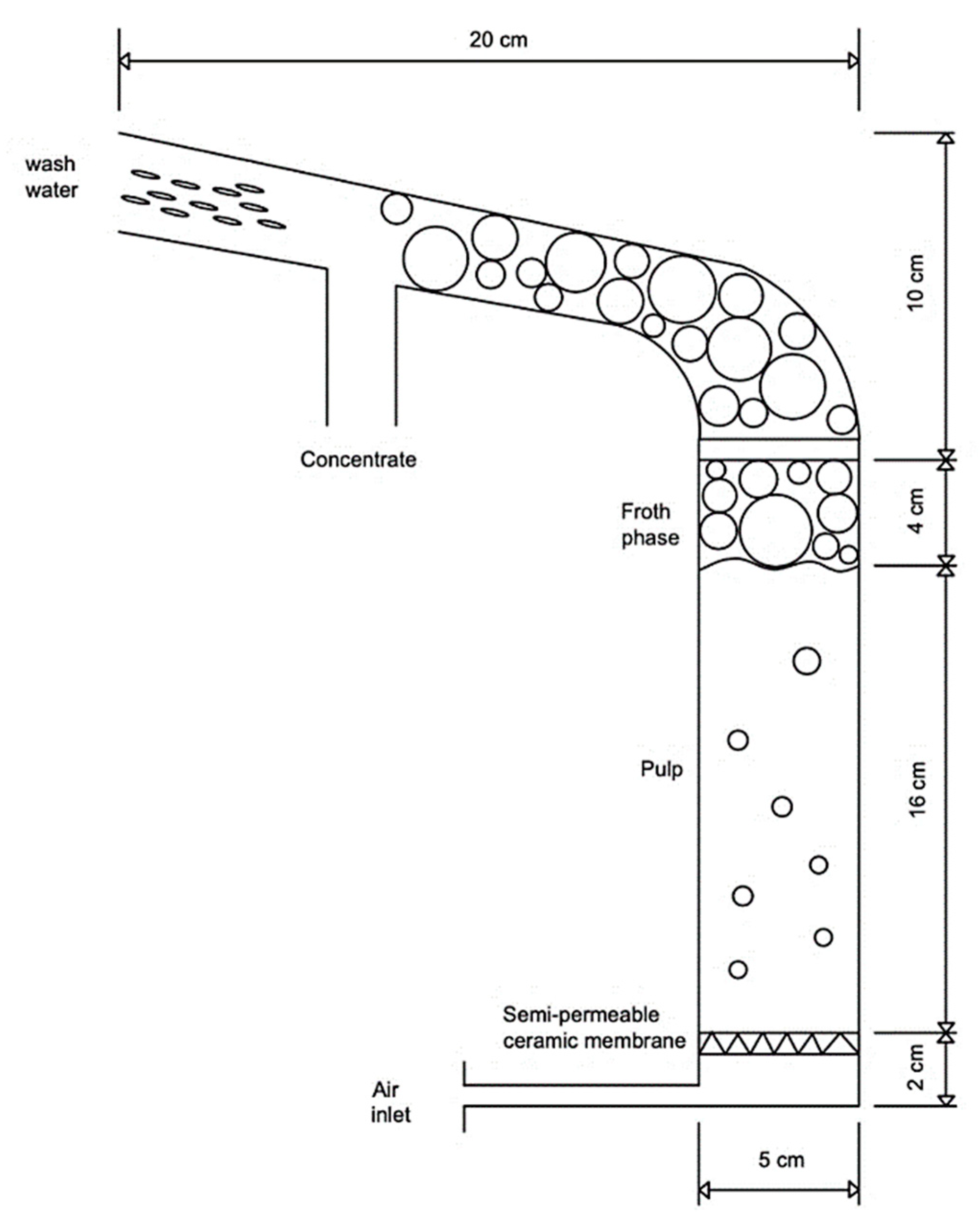
2.3. Pneumatic Cell Flotation
2.4. Chemical Reagents
- pH regulator: sodium hydroxide (>99% pure) purchased from PA-Panreac.
- Depressant: quebracho tannin (>99% pure) purchased from PA-Panreac.
- Collectors: oleic acid (>99% pure) purchased from PA-Panreac; sodium oleate (>99% pure) purchased from PA-Panreac and potassium oleate (>99% pure) purchased from PA-Panreac.
- DP-I was developed in 2016 as a fluorspar collector.
- DP-II was developed in 2018 as a fluorspar collector. This collector has a built-in frother.
3. Results and Discussion
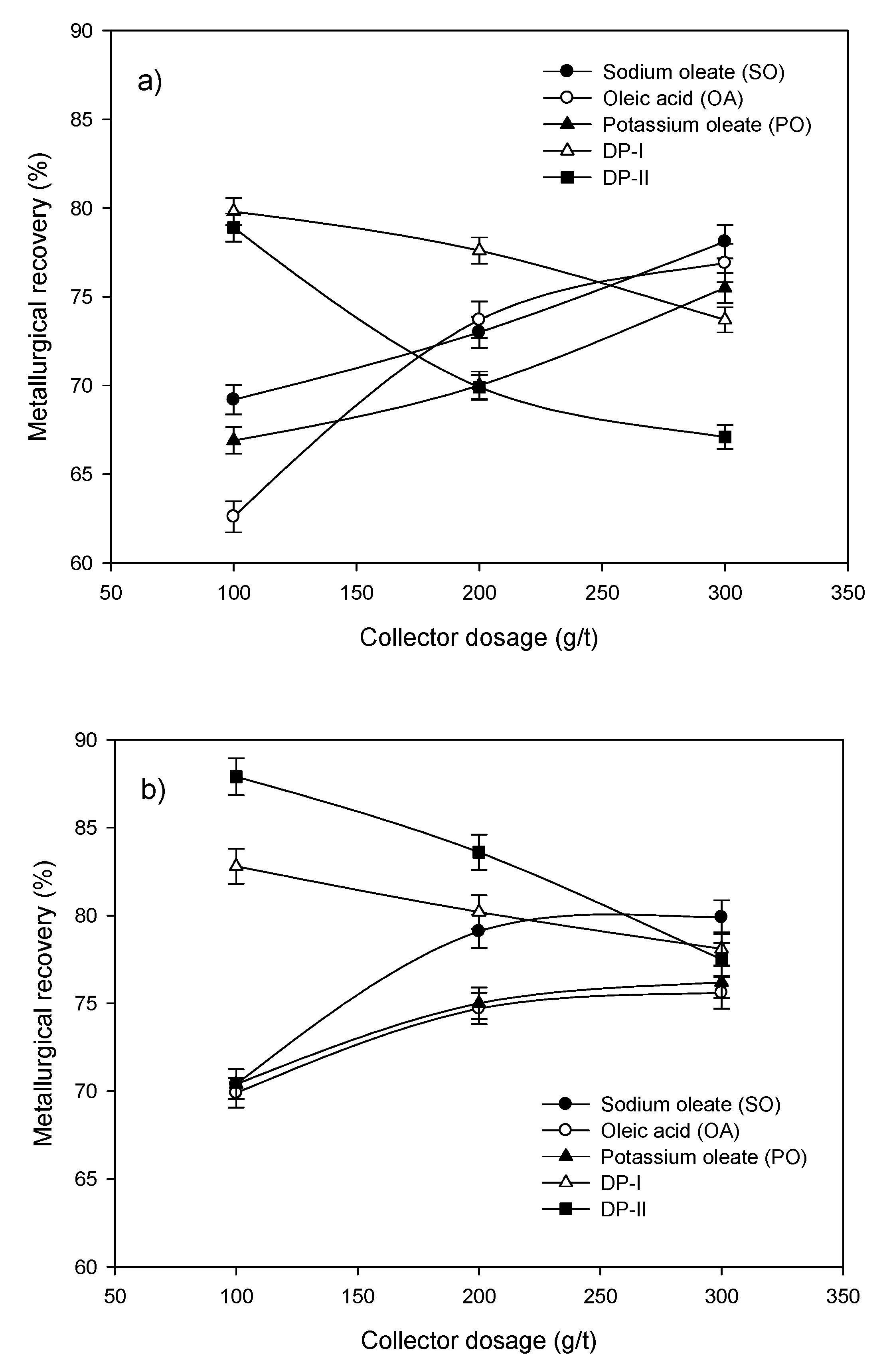
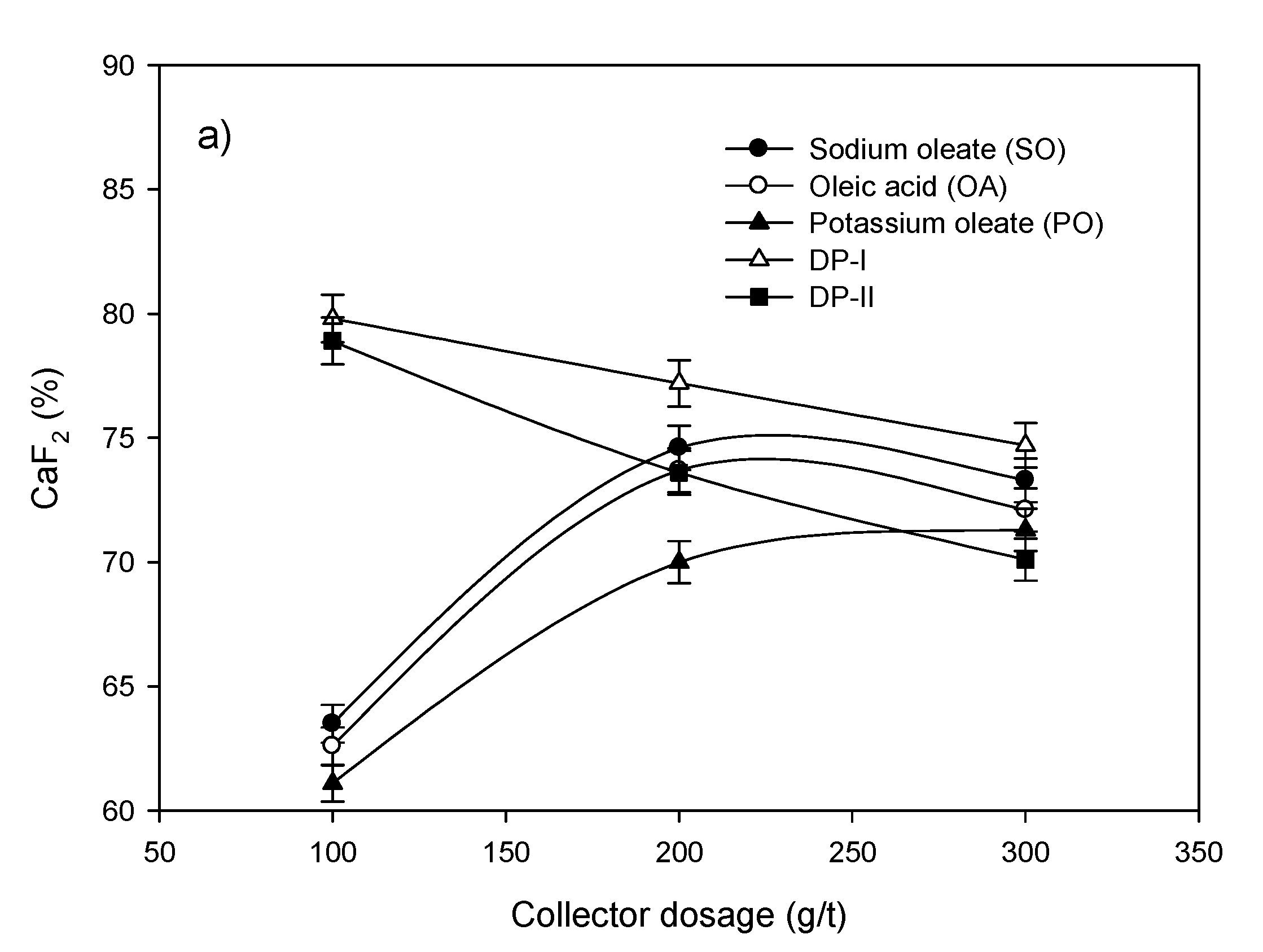
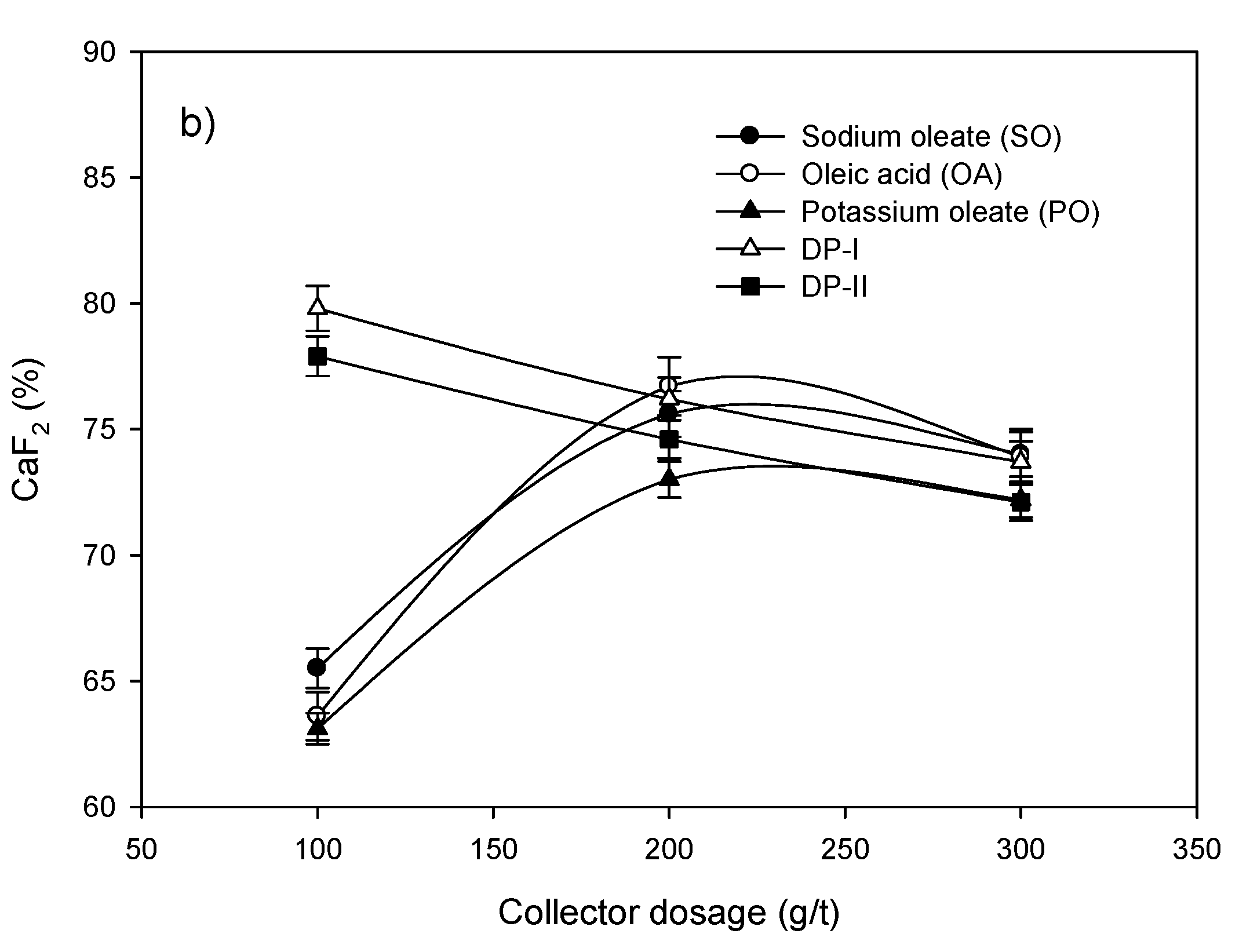
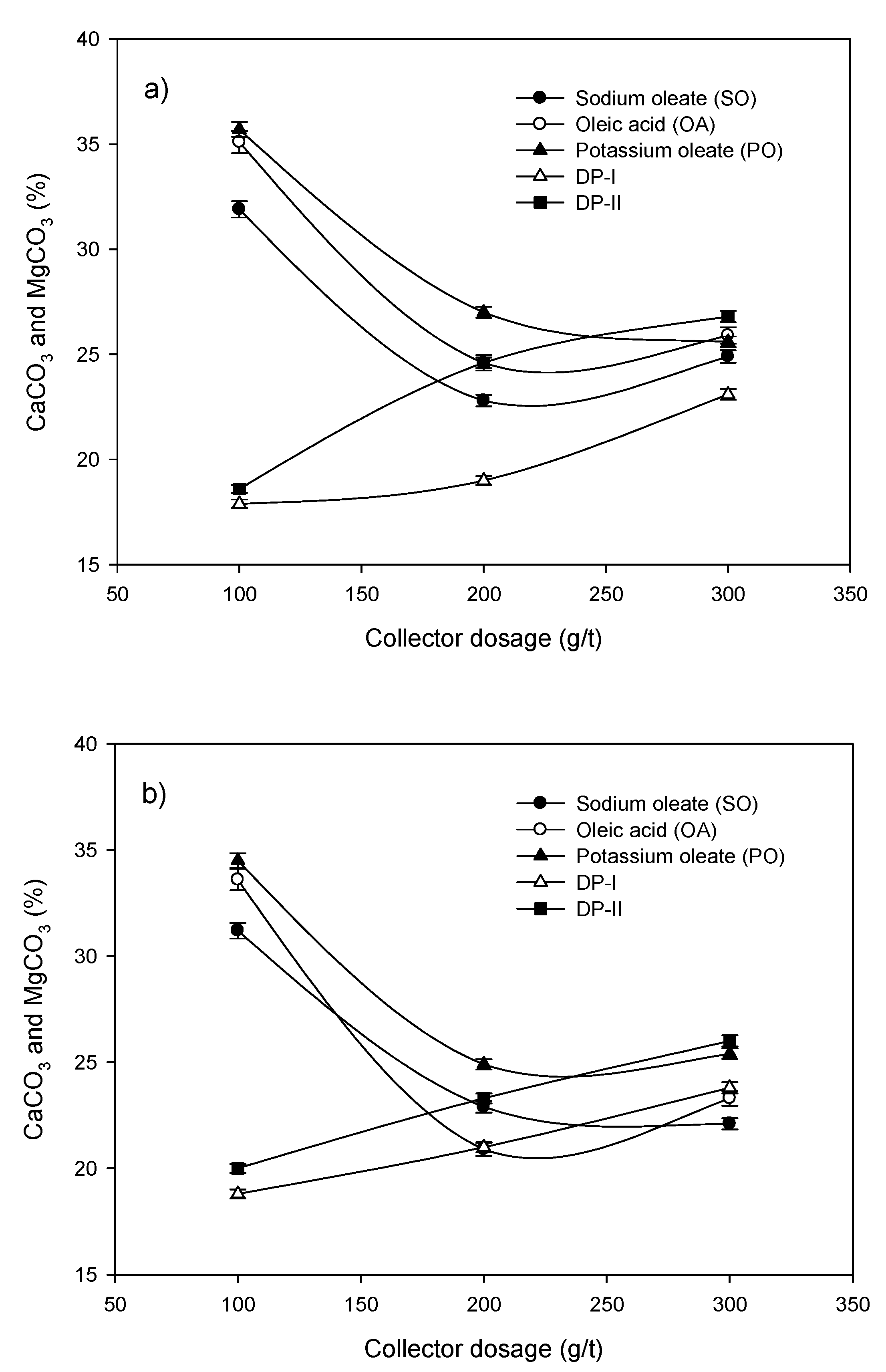
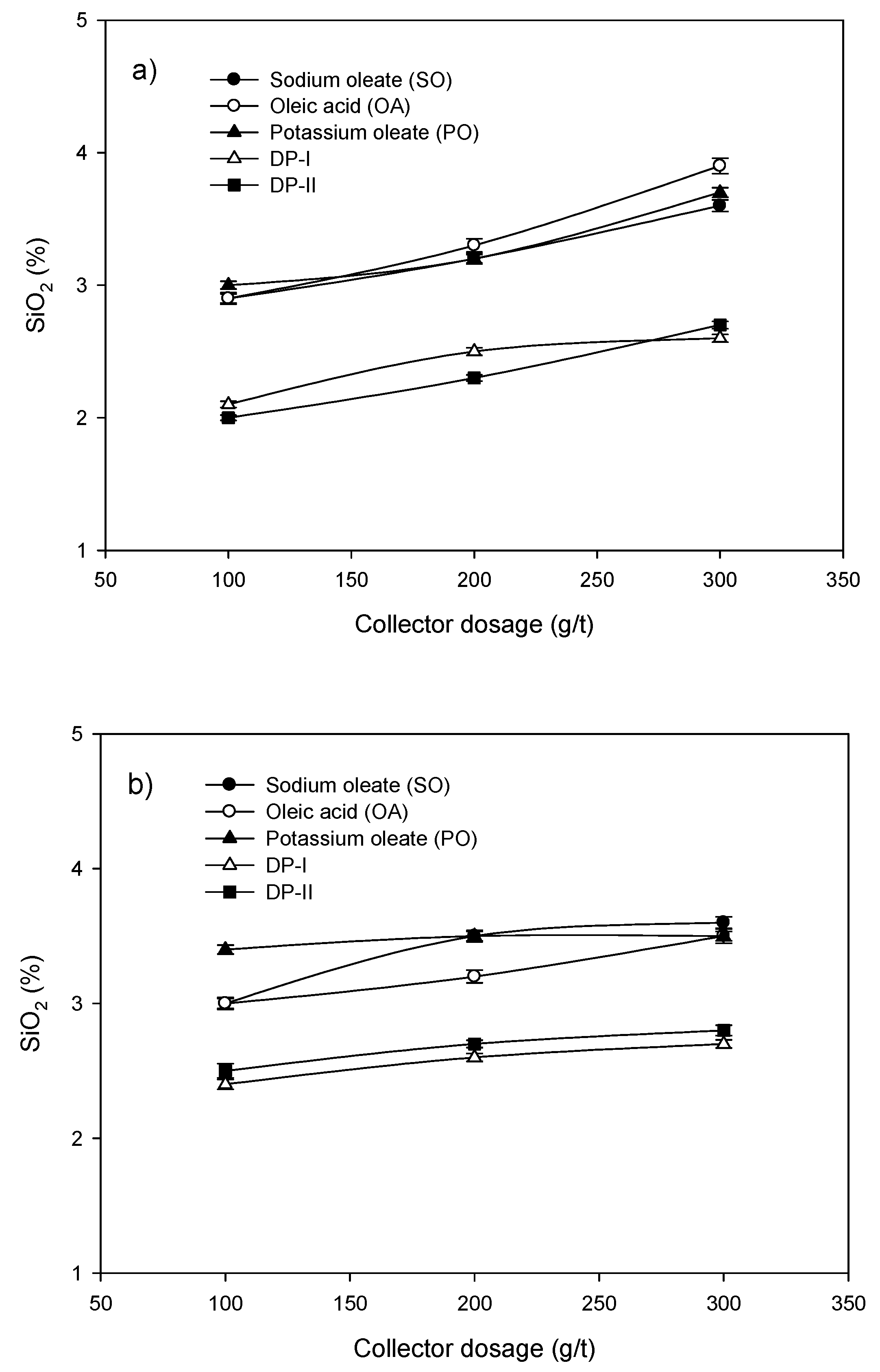
3.1. Effect of Collector Dosage on Flotation with Various Collectors
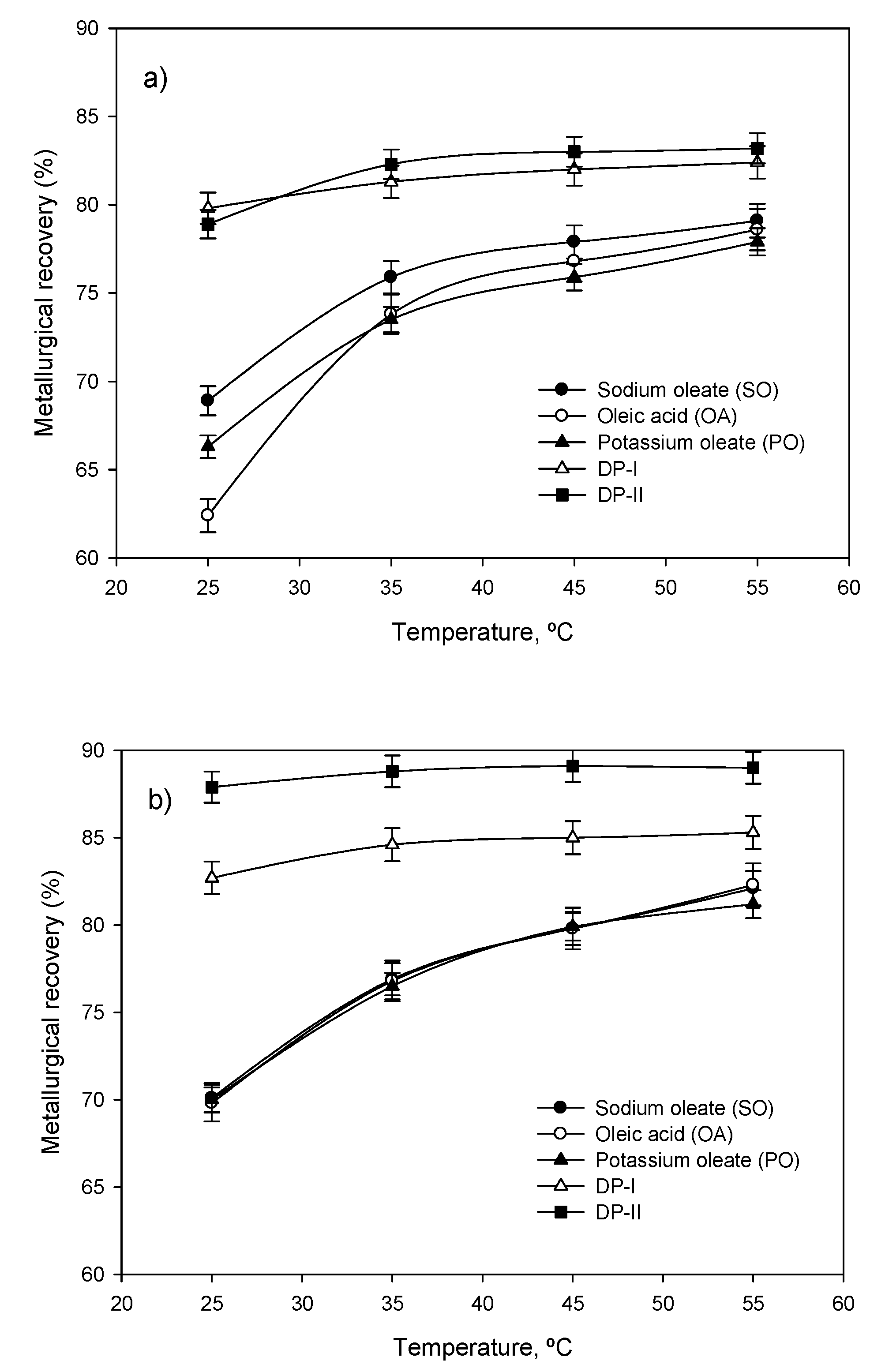
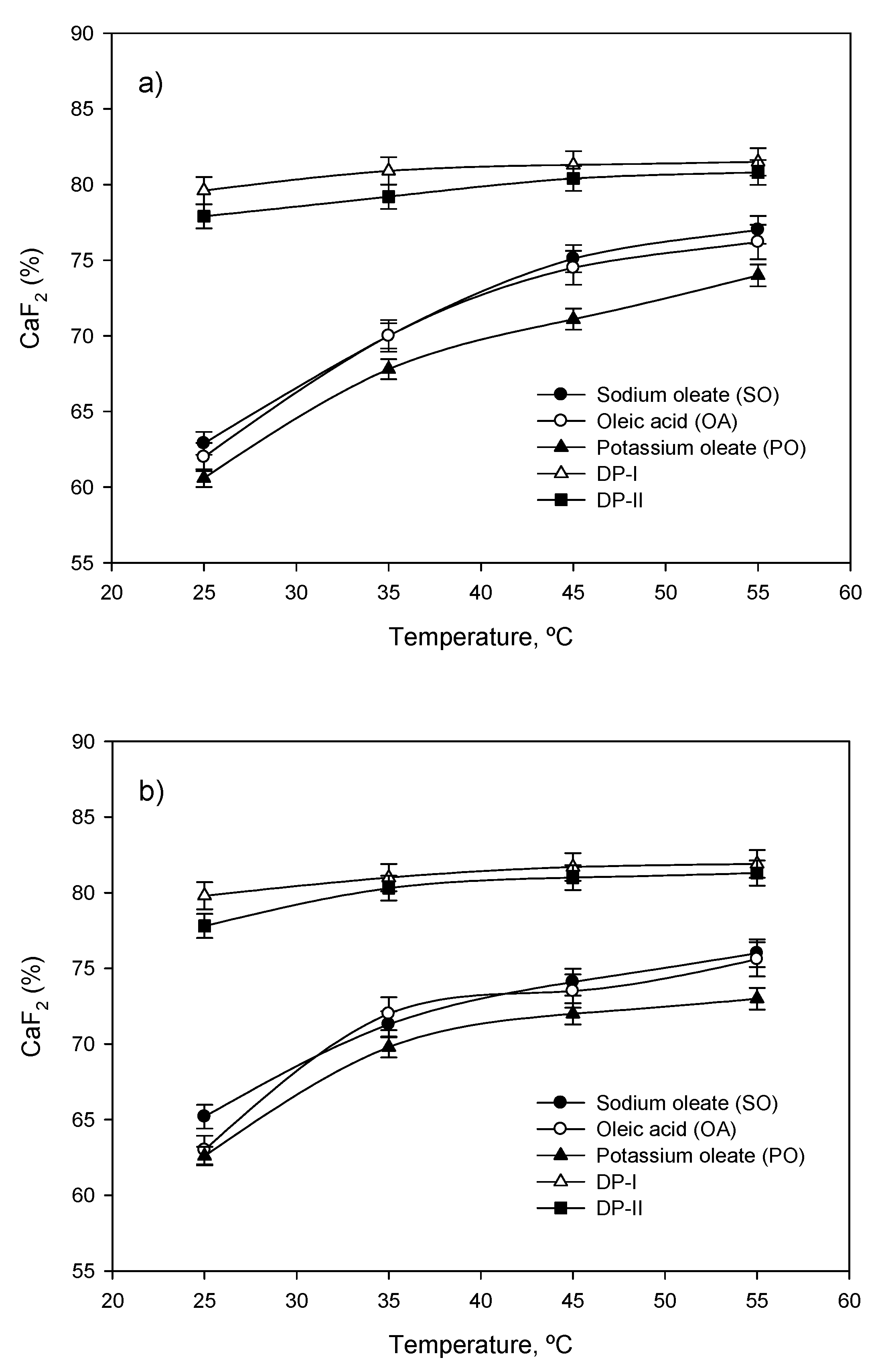
3.2. Effect of Temperature on Flotation with Various Collectors
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gao, Z.; Gao, Y.; Zhu, Y.; Hu, Y.; Sun, W. Selective flotation of calcite from fluorite: A novel reagent schedule. Minerals 2016, 6, 114. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Song, S. Beneficiation of fluorite by flotation in a new chemical scheme. Miner. Eng. 2003, 16, 597–600. [Google Scholar] [CrossRef]
- EU Commission. Critical Raw Materials for the EU; Report of the Ad-hoc Working Group on defining critical raw materials; Ad-Hoc Working Group: Brussels, Belgium, July 2010; p. 84. [Google Scholar]
- Liu, C.; Song, S.; Li, H. Selective flotation of fluorite from barite using trisodium phosphate as a depressant. Miner. Eng. 2019, 134, 390–393. [Google Scholar] [CrossRef]
- Li, C.; Gao, Z. Tune surface physicochemical property of fluorite particles by regulating the exposure degree of crystal surfaces. Miner. Eng. 2018, 128, 123–132. [Google Scholar] [CrossRef]
- Wang, R.; Wei, Z.; Han, H.; Sun, W.; Hu, Y.; Wang, J.; Wang, L.; Liu, H.; Yang, Y.; Zhang, C.; et al. Fluorite particles as a novel calcite recovery depressant in scheelite flotation using Pb-BHA complexes as collectors. Miner. Eng. 2019, 132, 84–91. [Google Scholar] [CrossRef]
- Kienko, L.A.; Samatova, L.A.; Voronova, O.V.; Kondrat’ev, S.A. Lower temperature flotation of carbonate-fluorite ores. J. Min. Sci. 2010, 46, 317–323. [Google Scholar] [CrossRef]
- Corpas-Martínez, J.R.; Pérez, A.; Amor-Castillo, C.; Navarro-Domínguez, R.; Martín-Lara, M.A.; Calero, M. Optimal Depressants and Collector Dosage in Fluorite Flotation Process Based on DoE Methodology. Appl. Sci. 2019, 9, 366. [Google Scholar] [CrossRef] [Green Version]
- Pradip; Rai, B.; Rao, T.K.; Krishnamurthy, S.; Vetrivel, R.; Mielczarski, J.; Cases, J.M. Molecular modeling of interactions of diphosphonic acid based surfactants with calcium minerals. Langmuir 2002, 18, 932–940. [Google Scholar] [CrossRef]
- Wang, Z.; Wu, H.; Xu, Y.; Shu, K.; Fang, S.; Xu, L. The effect of dissolved calcite species on the flotation of bastnaesite using sodium oleate. Miner. Eng. 2020, 145, 106095. [Google Scholar] [CrossRef]
- Zhou, W.; Moreno, J.; Torres, R.; Valle, H.; Song, S. Flotation of fluorite from ores by using acidized water glass as depressant. Miner. Eng. 2013, 45, 142–145. [Google Scholar] [CrossRef]
- Gao, Z.Y.; Wei, S.U.N.; Hu, Y.H.; Liu, X.W. Anisotropic surface broken bond properties and wettability of calcite and fluorite crystals. Trans. Nonferrous Met. Soc. China 2012, 22, 1203–1208. [Google Scholar] [CrossRef]
- Wang, J.; Bai, J.; Yin, W.; Liang, X. Flotation separation of scheelite from calcite using carboxyl methyl cellulose as depressant. Miner. Eng. 2018, 127, 329–333. [Google Scholar] [CrossRef]
- Zhu, X.N.; Lyu, X.J.; Wang, Q.; Qiu, J.; Wang, S.S.; Liu, X.Y.; Li, L. Clean utilization of waste oil: Soap collectors prepared by alkaline hydrolysis for fluorite flotation. J. Clean. Prod. 2019, 240, 118179. [Google Scholar] [CrossRef]
- Şahbaz, O.; Uçar, A.; Öteyaka, B.; Taş, O.Ö.; Özdemir, O. Separation of colemanite from tailings using the pilot scale flotation column. Powder Technol. 2017, 309, 31–36. [Google Scholar] [CrossRef]
- Harbort, G.; Clarke, D. Fluctuations in the popularity and usage of flotation columns—An overview. Miner. Eng. 2017, 100, 17–30. [Google Scholar] [CrossRef]
- Leistner, T.; Peuker, U.A.; Rudolph, M. How gangue particle size can affect the recovery of ultrafine and fine particles during froth flotation. Miner. Eng. 2017, 109, 1–9. [Google Scholar] [CrossRef]
- Nikolaev, A. Flotation kinetic model with respect to particle heterogeneity and roughness. Int. J. Miner. Process. 2016, 155, 74–82. [Google Scholar] [CrossRef]
- Pearse, M.J. An overview of the use of chemical reagents in mineral processing. Miner. Eng. 2005, 18, 139–149. [Google Scholar] [CrossRef]
- Yianatos, J.; Bergh, L.; Tello, K.; Díaz, F.; Villanueva, A. Froth mean residence time measurement in industrial flotation cells. Miner. Eng. 2008, 21, 982–988. [Google Scholar] [CrossRef]
- Abaka-Wood, G.B.; Addai-Mensah, J.; Skinner, W. Selective flotation of rare earth oxides from hematite and quartz mixtures using oleic acid as a collector. Int. J. Miner. Process. 2017, 169, 60–69. [Google Scholar] [CrossRef]
- Fluoorspar Market Outlook. Available online: https://imformed.com/fluorspar-market-outlook-madrid-meet-hits-the-spot/ (accessed on 3 February 2020).
- Shahbazi, B.; Rezai, B.; Koleini, S.M.J. Bubble-particle collision and attachment probability on fine particle flotation. Chem. Eng. Process. Process Intensif. 2010, 49, 622–627. [Google Scholar] [CrossRef]
- Liu, T.Y.; Schwarz, M.P. CFD-based modelling of bubble-particle collision efficiency with mobile bubble surface in a turbulent environment. Int. J. Miner. Process. 2009, 90, 45–55. [Google Scholar] [CrossRef] [Green Version]
- Arellano-Piña, R.; Delgadillo, J.A.; Pérez-Garibay, R. Effect of gas superficial velocity (Jg) and frother/collector (MIBC/X-343) reagent dosage on froth horizontal displacement and galena drainage. Miner. Eng. 2017, 114, 8–16. [Google Scholar] [CrossRef]
- Li, C.; Runge, K.; Shi, F.; Farrokhpay, S. Effect of froth rheology on froth and flotation performance. Miner. Eng. 2018, 115, 4–12. [Google Scholar] [CrossRef]
- Li, C.; Cao, Y.; Peng, W.; Shi, F. On the correlation between froth stability and viscosity in flotation. Miner. Eng. 2020, 149, 106269. [Google Scholar] [CrossRef]
- Zhou, W.; Wu, C.; Lv, H.; Zhao, B.; Liu, K.; Ou, L. Nanobubbles heterogeneous nucleation induced by temperature rise and its influence on minerals flotation. Appl. Surf. Sci. 2020, 508, 145282. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| F | Ca | Mg | Si | Al | Pb | Fe | Zn | Others |
|---|---|---|---|---|---|---|---|---|
| 20.83 | 52.99 | 6.96 | 16.26 | 0.66 | 0.31 | 0.30 | 0.02 | 1.67 |
| CaF2 | CaCO3 | MgCO3 | SiO2 | Metallic Oxides |
|---|---|---|---|---|
| 42.55 | 36.20 | 7.40 | 13.28 | 0.57 |
| Metallurgical Recovery (%) | CaF2 | CaCO3-MgCO3 | SiO2 |
|---|---|---|---|
| DP-I (mechanical cell) | 79.8 | 17.5 | 6.7 |
| DP-II (mechanical cell) | 78.9 | 18.2 | 6.4 |
| DP-I (pneumatic cell) | 82.8 | 19.0 | 7.9 |
| DP-II (pneumatic cell) | 87.9 | 22.0 | 9.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Corpas-Martínez, J.R.; Pérez, A.; Navarro-Domínguez, R.; Amor-Castillo, C.; Martín-Lara, M.A.; Calero, M. Testing of New Collectors for Concentration of Fluorite by Flotation in Pneumatic (Modified Hallimond Tube) and Mechanical Cells. Minerals 2020, 10, 482. https://doi.org/10.3390/min10050482
Corpas-Martínez JR, Pérez A, Navarro-Domínguez R, Amor-Castillo C, Martín-Lara MA, Calero M. Testing of New Collectors for Concentration of Fluorite by Flotation in Pneumatic (Modified Hallimond Tube) and Mechanical Cells. Minerals. 2020; 10(5):482. https://doi.org/10.3390/min10050482
Chicago/Turabian StyleCorpas-Martínez, J.R., A. Pérez, R. Navarro-Domínguez, C. Amor-Castillo, M.A. Martín-Lara, and M. Calero. 2020. "Testing of New Collectors for Concentration of Fluorite by Flotation in Pneumatic (Modified Hallimond Tube) and Mechanical Cells" Minerals 10, no. 5: 482. https://doi.org/10.3390/min10050482