Analytical Model to Compare and Select Creep Constitutive Equation for Stress Relief Investigation during Heat Treatment in Ferritic Welded Structure

Abstract
:1. Introduction
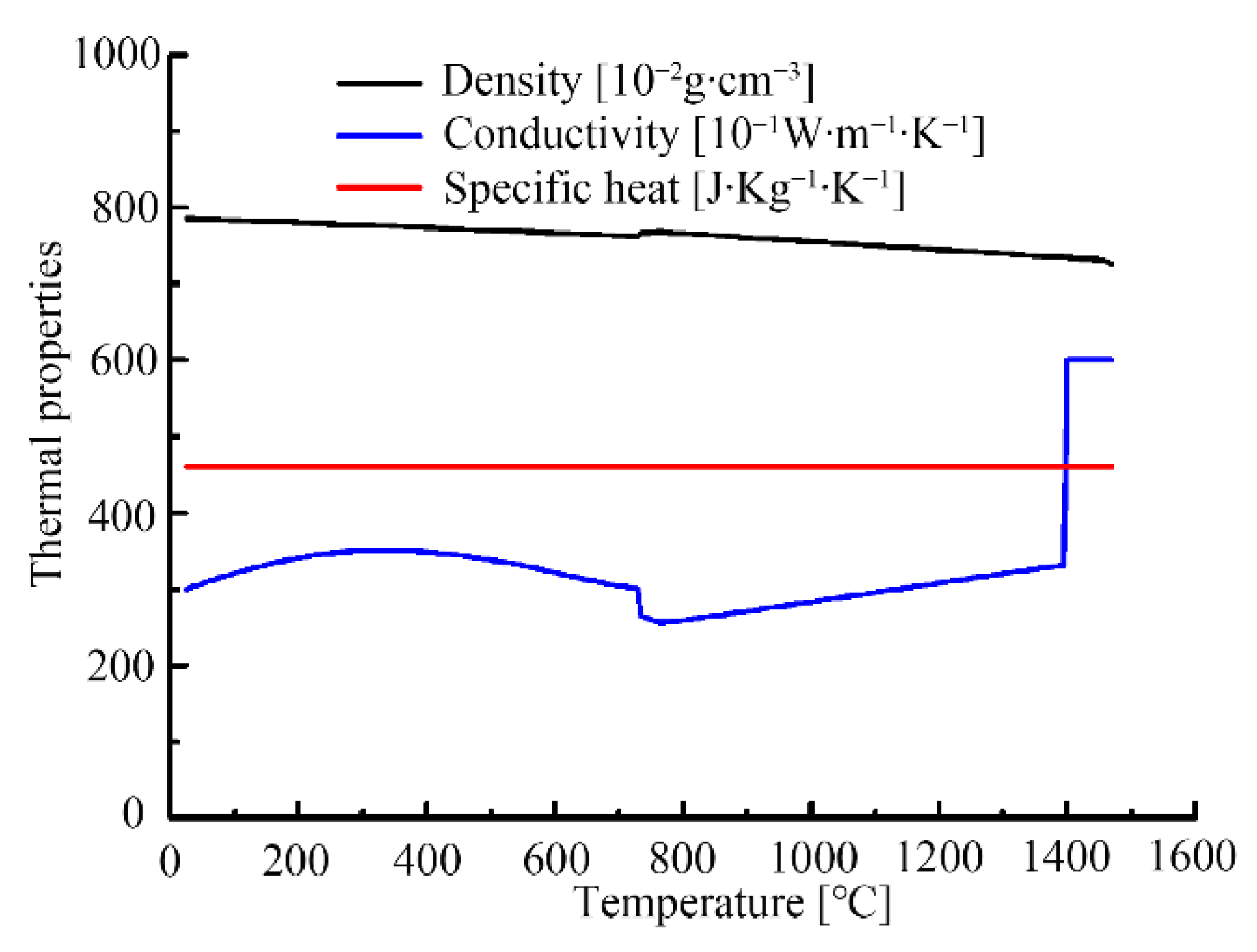
2. Material Properties
3. One-Dimensional Analytical Model and Analytical Solutions
4. Simulation Procedure
4.1. Welding Simulation
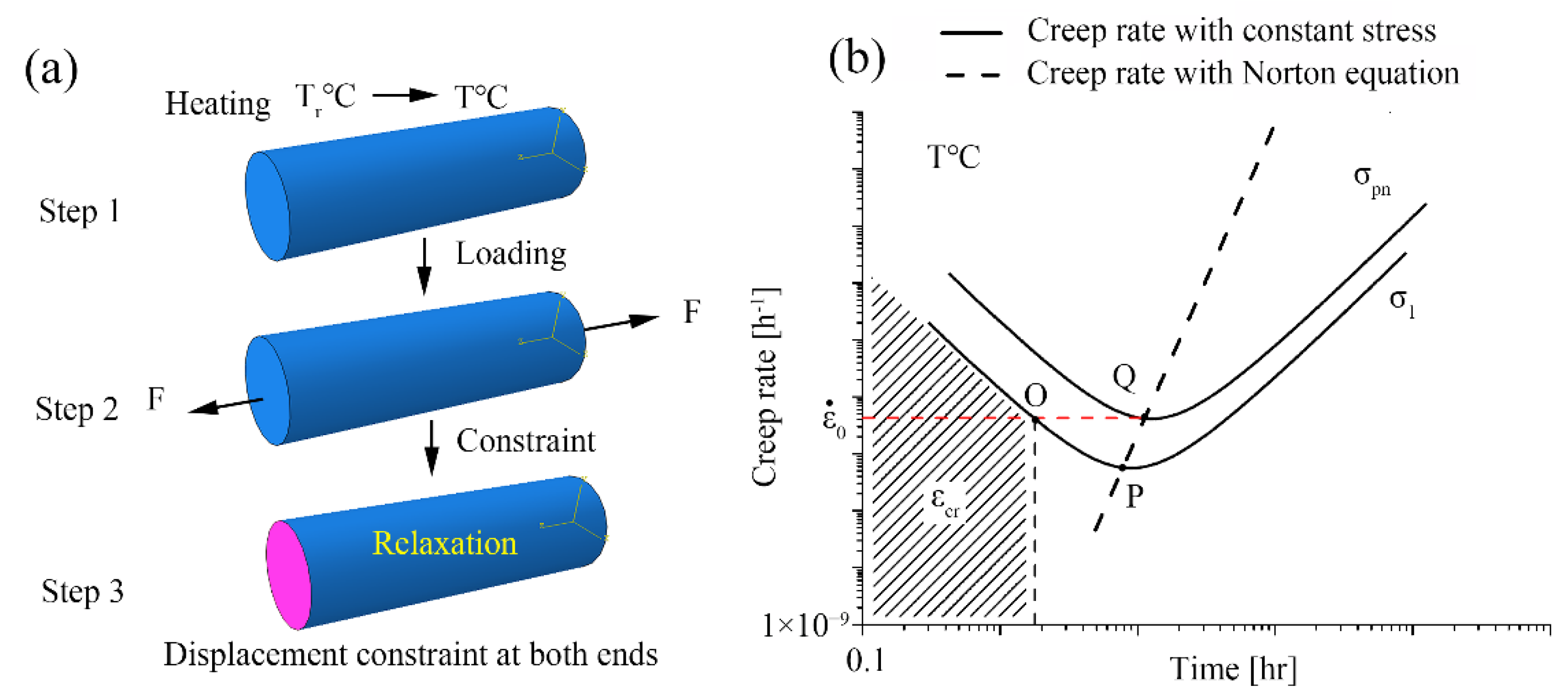
4.2. Stress Relief Analysis in Heat Treatment
4.3. Numerical Experiments
5. Experimental Validation
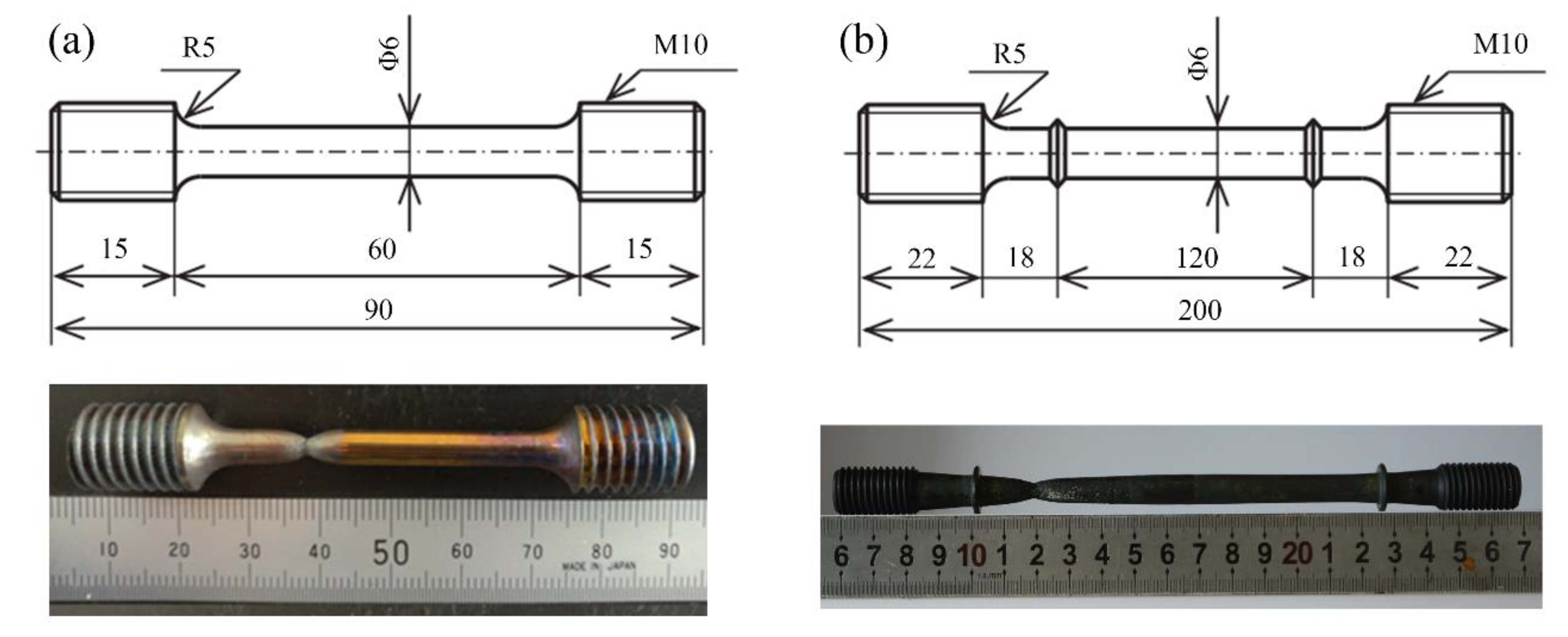
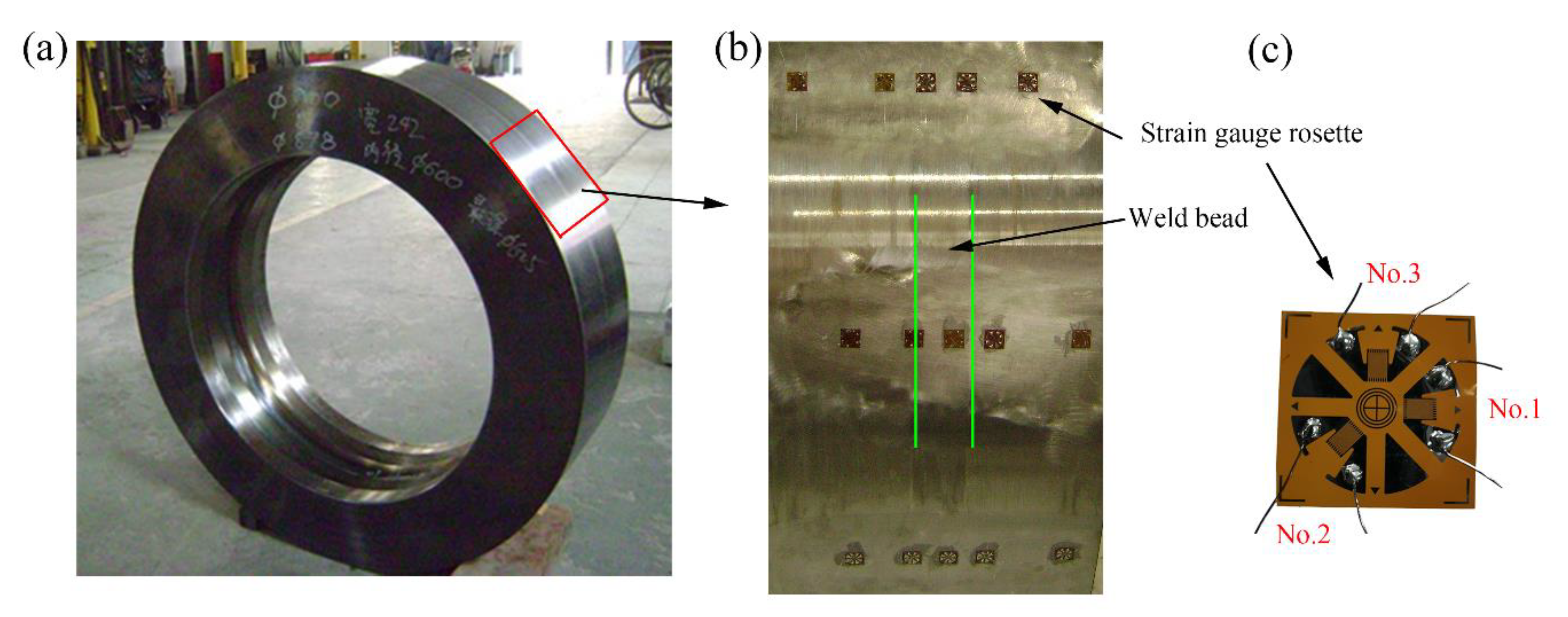
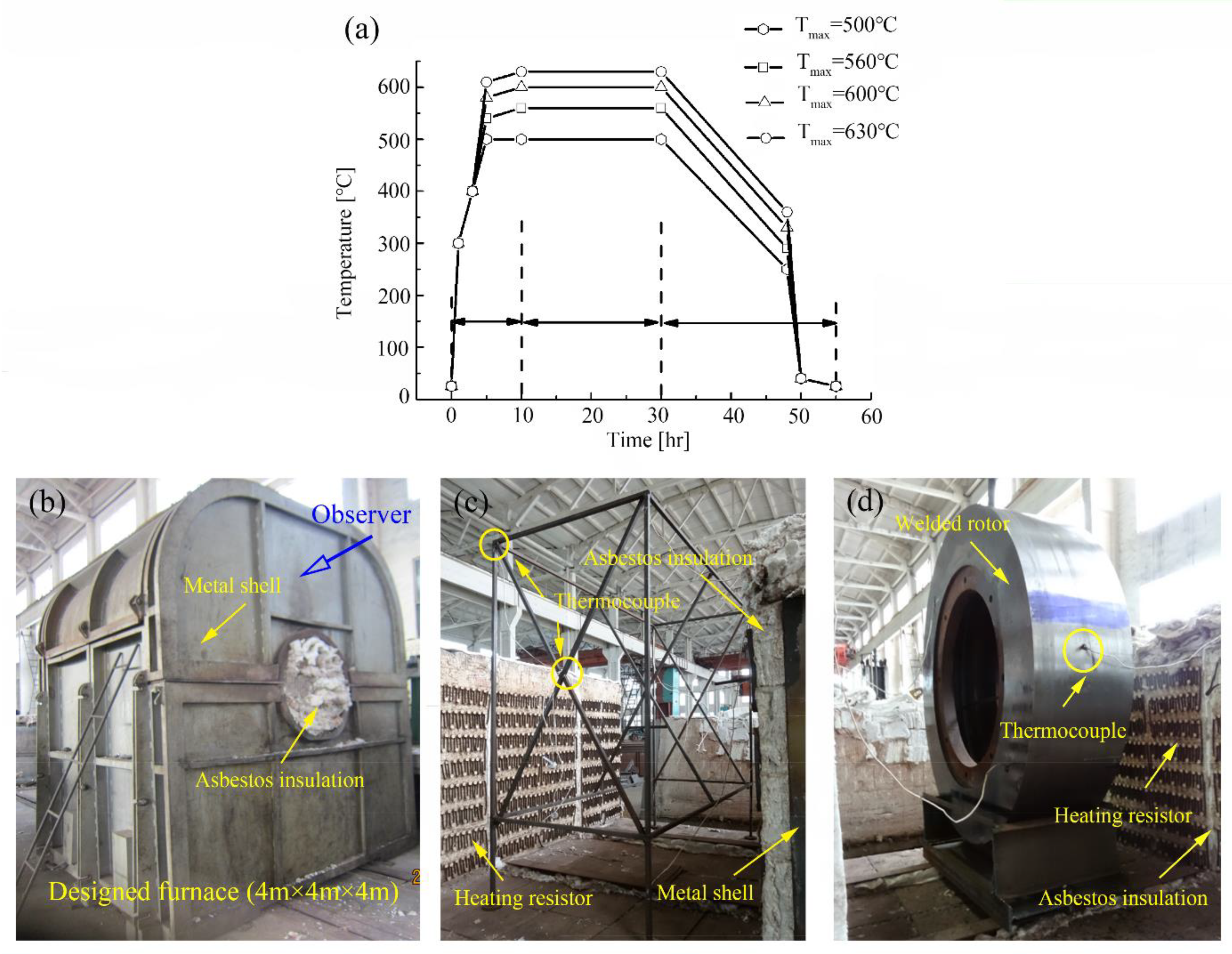
5.1. Welded Specimen and Heat Treatment
5.2. Residual Stress Measurement with HDM
6. Results and Discussion
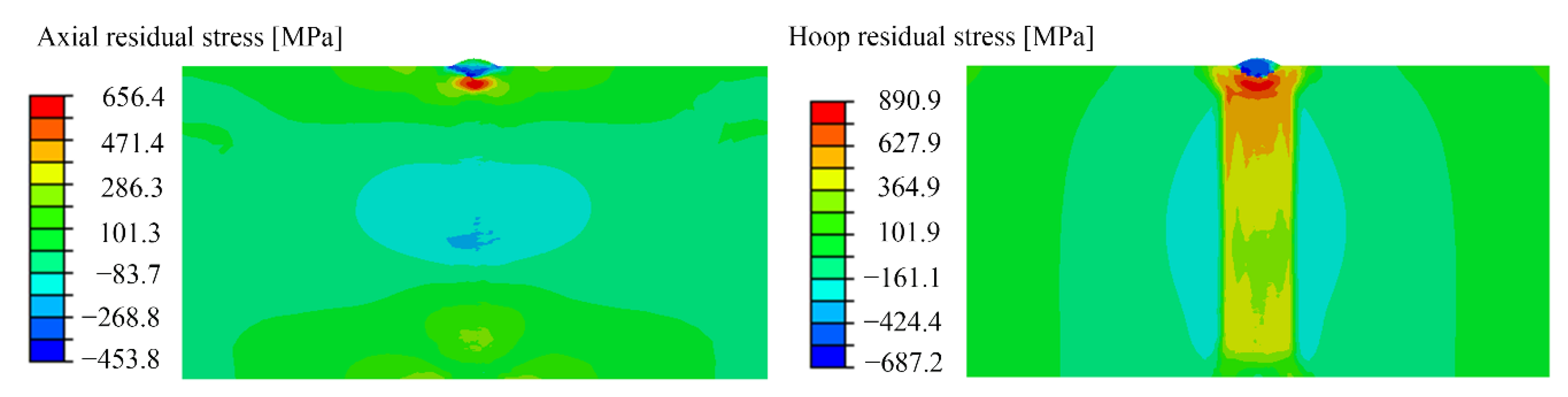
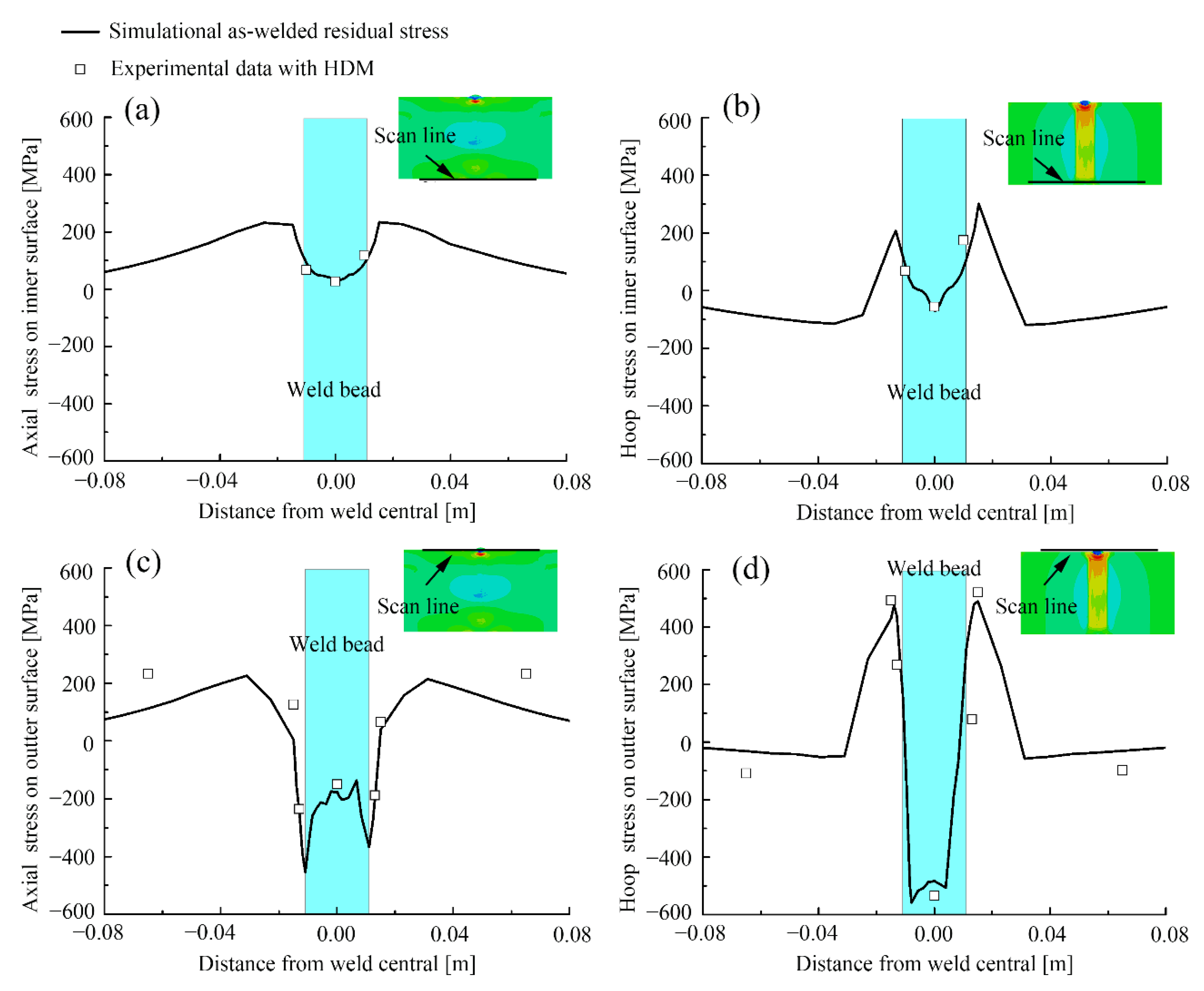
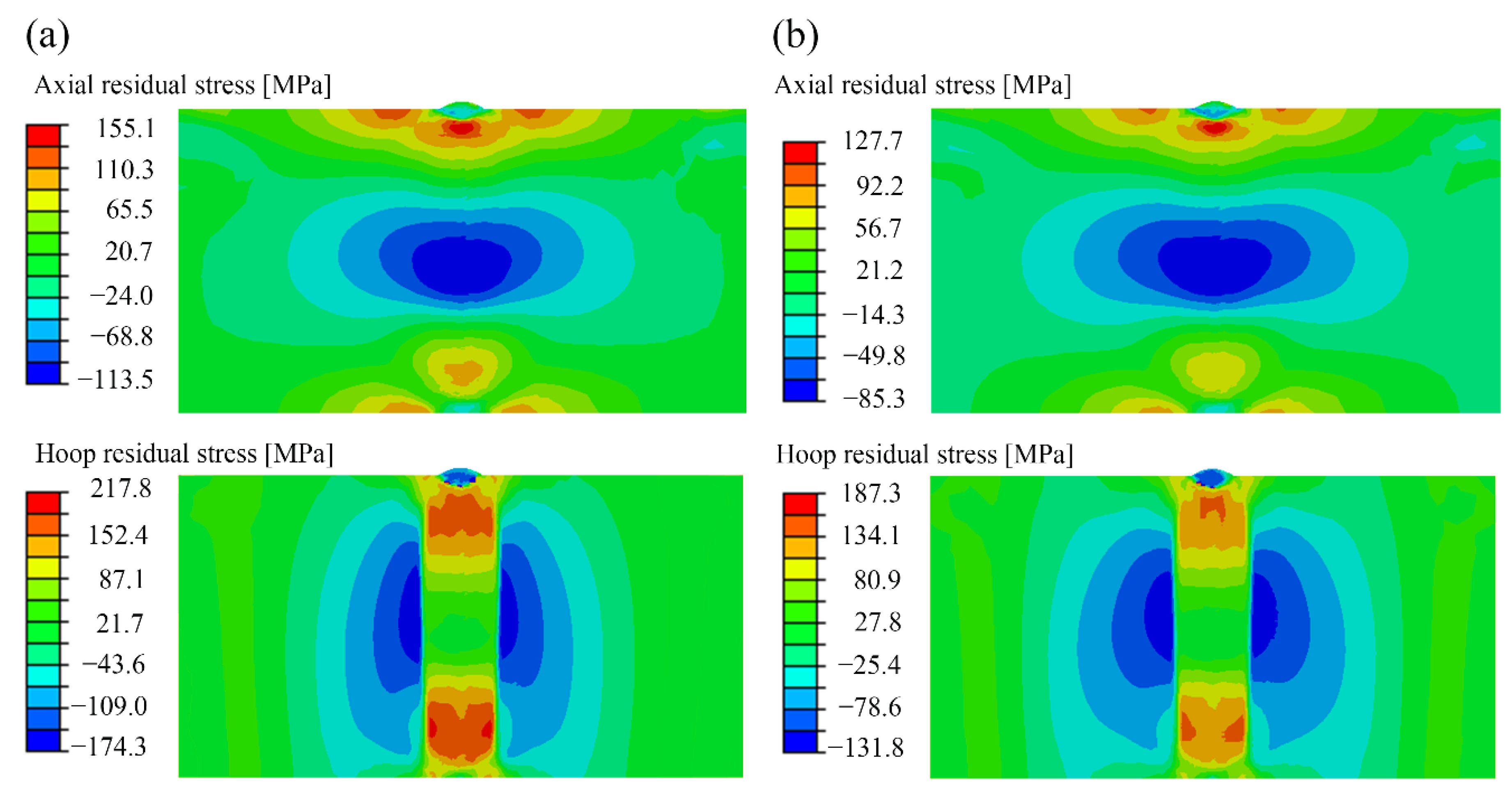
6.1. As-Welded Residual Stress
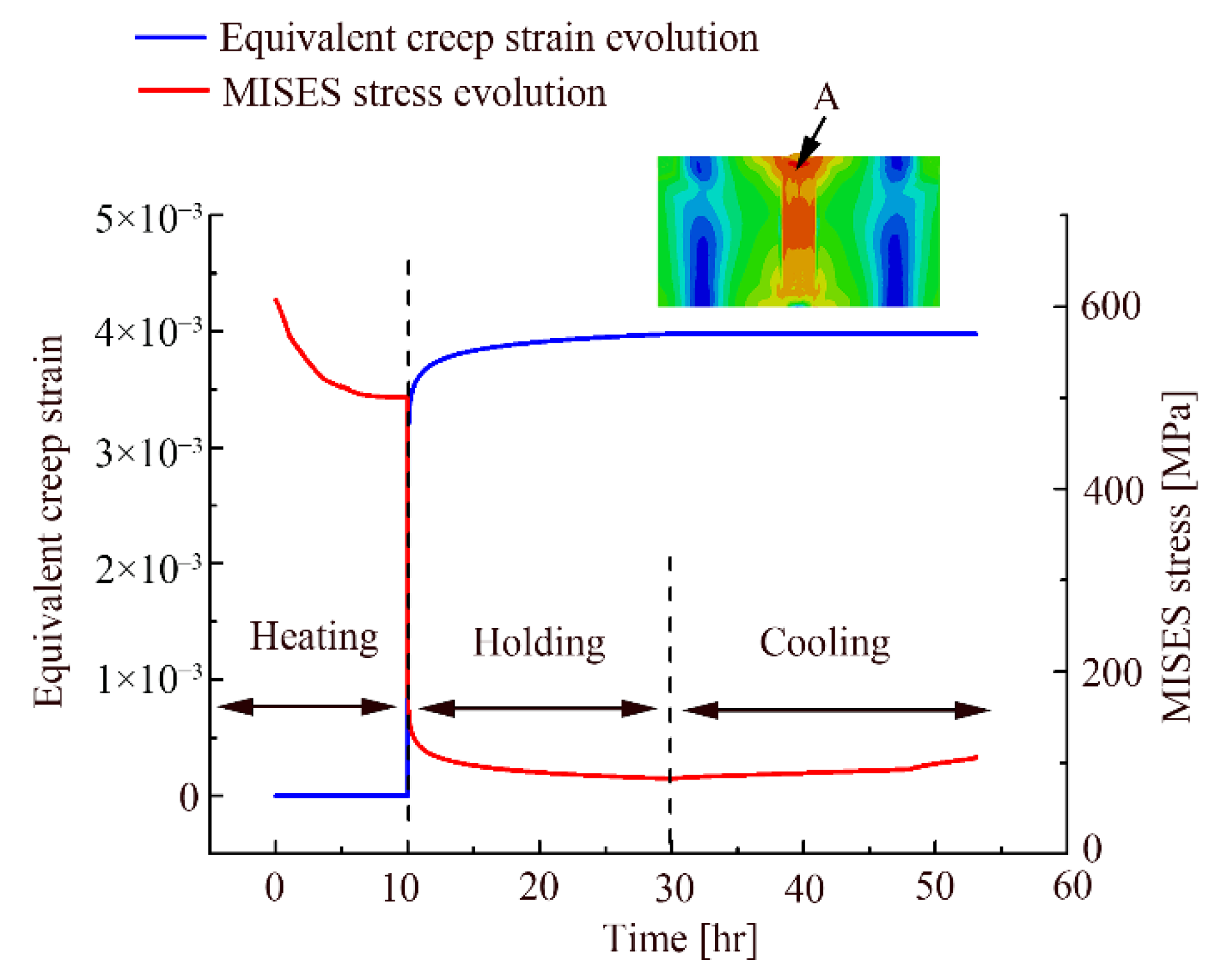
6.2. Stress Relaxation during PWHT
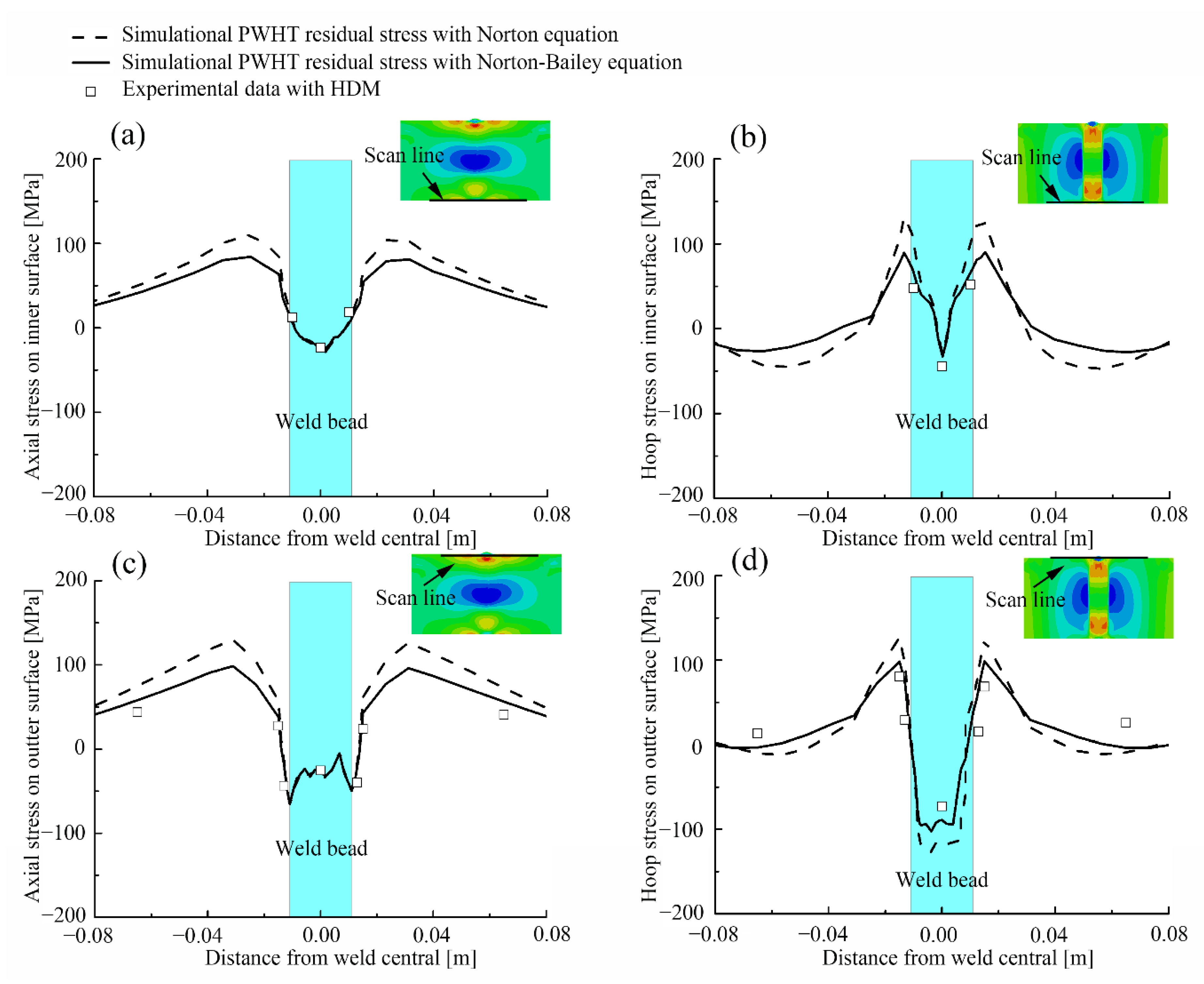
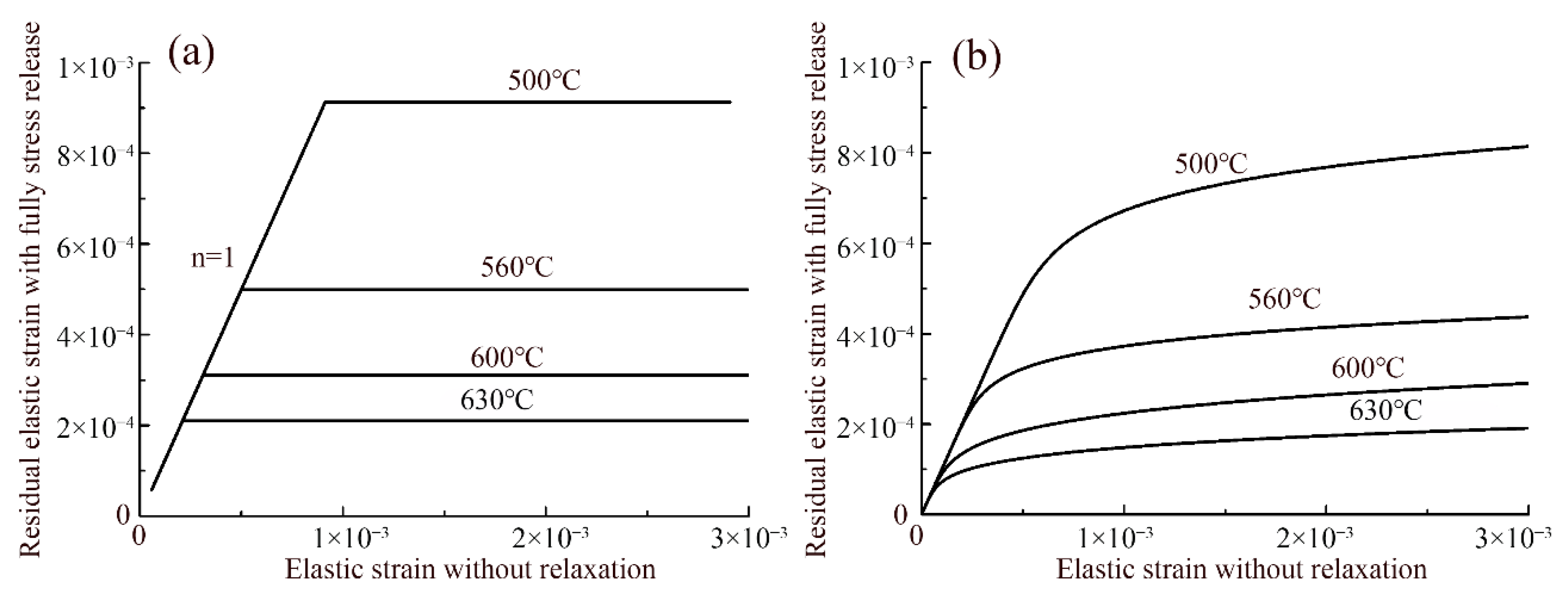
6.3. Comparison between Analytical Solutions and Simulation Results
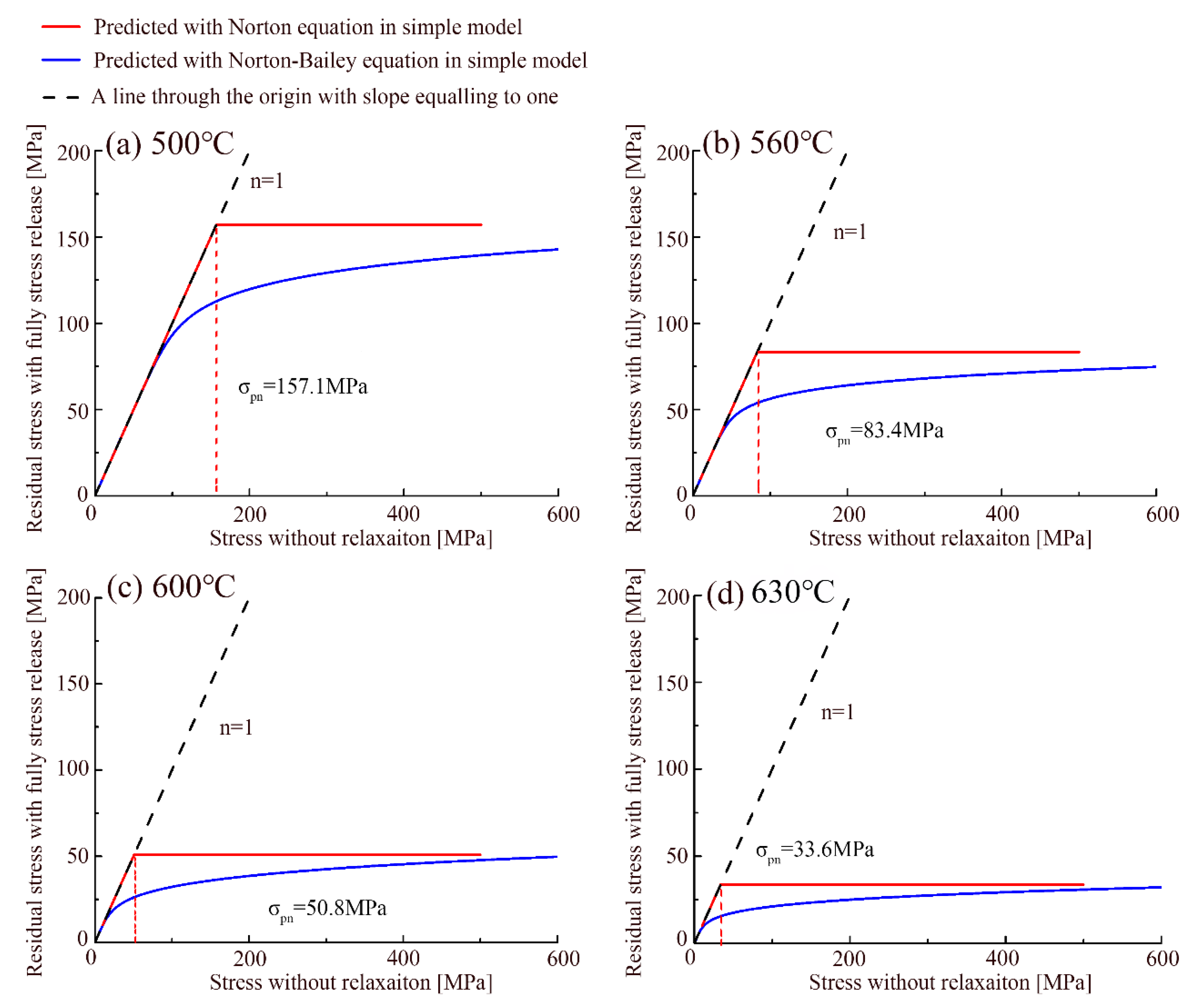
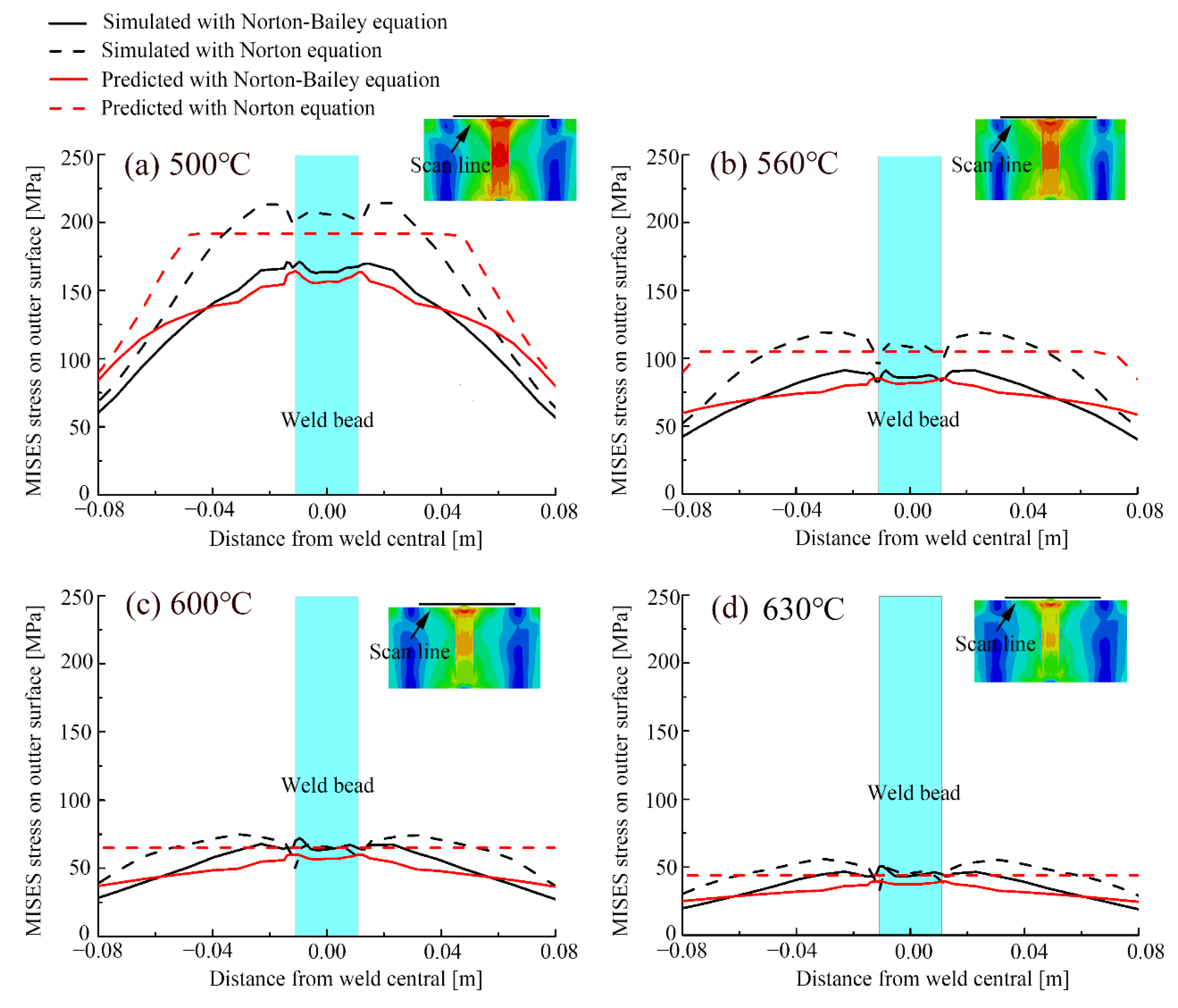
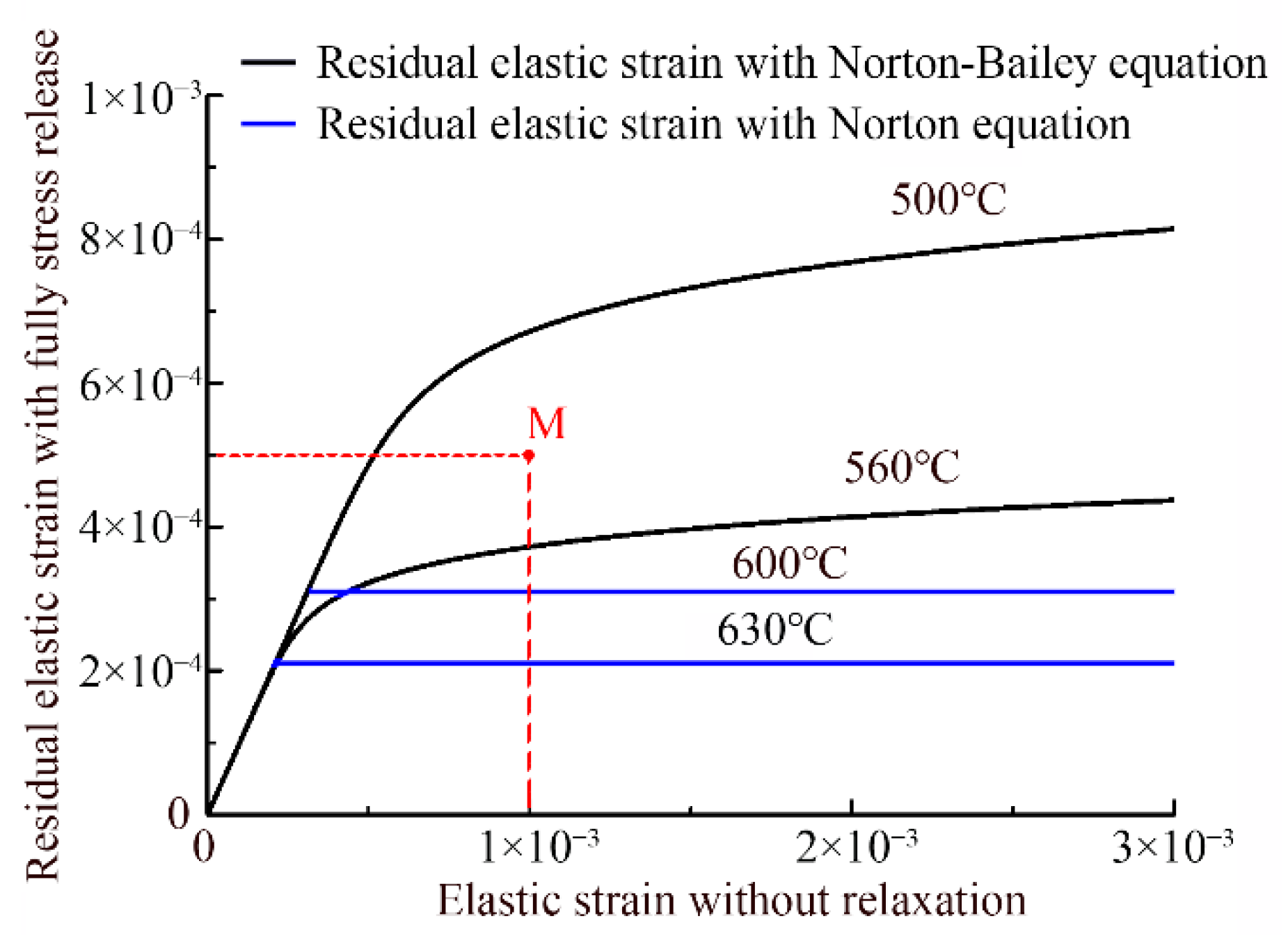
6.4. Effect of PWHT Temperature on Stress Relaxation and Creep Equation Selection
7. Conclusions
- (1)
- Norton equation should be employed in the stress relief simulation instead of Norton-Bailey equation to reduce the calculation complexity exceeding 600 °C.
- (2)
- The PWHT residual stress calculated with Norton equation is higher than that with Norton-Bailey equation.
- (3)
- With the PWHT temperature increasing, the deviation between Norton equation and Norton-Bailey equation decreases.
- (4)
- The one-dimensional analytical model was promoted to help select a creep constitutive equation and predict an appropriate range of heat treatment temperature, along with neglecting the impact of structural constraint and deformation compatibility.
- (5)
- Deformation coordination plays an important role in stress relaxation in heat treatment.
Author Contributions
Funding
Conflicts of Interest
References
- Li, Y.; Li, K.; Cai, Z.; Pan, J.; Liu, X.; Wang, P. Alloy design of welding filler metal for 9Cr/2.25Cr dissimilar welded joint and mechanical properties investigation. Weld. World 2018, 62, 1137–1151. [Google Scholar] [CrossRef]
- Webster, G.; Ezeilo, A. Residual stress distributions and their influence on fatigue lifetimes. Int. J. Fatigue 2001, 23, 375–383. [Google Scholar] [CrossRef]
- Marshall, D.B.; Lawn, B.R. Residual stress effects in sharp contact cracking. J. Mater. Sci. 1979, 14, 2001–2012. [Google Scholar] [CrossRef]
- Cheng, X. Residual stress modification by post-weld treatment and its beneficial effect on fatigue strength of welded structures. Int. J. Fatigue 2003, 25, 1259–1269. [Google Scholar] [CrossRef]
- Bussu, G.; Irving, P.E. The role of residual stress and heat affected zone properties on fatigue crack propagation in friction stir welded 2024-T351 aluminum joints. Int. J. Fatigue 2003, 25, 77–88. [Google Scholar] [CrossRef]
- Turski, M.; Bouchard, P.J.; Steuwer, A.; Withers, P.J. Residual stress driven creep cracking in AISI Type 316 stainless steel. Acta Mater. 2008, 56, 3598–3612. [Google Scholar] [CrossRef]
- Francis, J.; Mazur, W.; Bhadeshia, H.K.D.H. Review Type IV cracking in ferritic power plant steels. Mater. Sci. Technol. 2006, 22, 1387–1395. [Google Scholar] [CrossRef]
- Dong, P.; Song, S.; Zhang, J. Analysis of residual stress relief mechanisms in post-weld heat treatment. Int. J. Press. Vessel. Pip. 2014, 122, 6–14. [Google Scholar] [CrossRef]
- Wang, J.; Lu, H.; Murakawa, H. Mechanical behavior in local post weld heat treatment (report i): Visco-elastic-plastic fem analysis of local pwht (mechanics, strength & structure design). Trans. JWRI 1998, 27, 83–88. [Google Scholar]
- Ueda, Y.; Fukuda, K. Analysis of welding stress relieving by annealing based on finite element method. Trans. JWRI 1975, 4, 39–45. [Google Scholar]
- Yanagida, N.; Ogawa, K.; Saito, K.; Kingston, E. Study on Residual-Stress Redistributions During the Process of Manufacture of a Vessel Penetration Set-On Joint. In Proceedings of the ASME 2009 Pressure Vessels and Piping Conference, Prague, Czech Republic, 26–30 July 2009. [Google Scholar]
- Ogawa, K.; Okuda, Y.; Saito, T.; Hayashi, T.; Sumiya, R. Welding residual stress analysis using axisymmetric modeling for shroud support structure. In Proceedings of the ASME 2008 Pressure Vessels and Piping Conference, Chicago, IL, USA, 27–31 July 2008. [Google Scholar]
- Udagawa, M.; Katsuyama, J.; Onizawa, K. Effects of residual stress by weld overlay cladding and PWHT on the structural integrity of RPV during PTS. In Proceedings of the ASME 2007 Pressure Vessels and Piping Conference, San Antonio, TX, USA, 22–26 July 2007. [Google Scholar]
- Takazawa, H.; Yanagida, N. Effect of creep constitutive equation on simulated stress mitigation behavior of alloy steel pipe during post-weld heat treatment. Int. J. Press. Vessel. Pip. 2014, 117, 42–48. [Google Scholar] [CrossRef]
- Creep-Resistant Steel; Abe, F.; Torsten-Ulf, K.; Ramaswamy, V. (Eds.) Elsevier: Amsterdam, The Netherlands, 2008; pp. 10–11. [Google Scholar]
- Li, C.; Han, L.; Yan, G.; Liu, Q.; Luo, X.; Gu, J. Time-dependent temper embrittlement of reactor pressure vessel steel: Correlation between microstructural evolution and mechanical properties during tempering at 650 °C. J. Nucl. Mater. 2016, 480, 344–354. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Met. Mater. Trans. A 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Bai, X.; Zhang, H.; Wang, G. Improving prediction accuracy of thermal analysis for weld-based additive manufacturing by calibrating input parameters using IR imaging. Int. J. Adv. Manuf. Technol. 2013, 69, 1087–1095. [Google Scholar] [CrossRef]
- Hu, M.; Li, K.; Cai, Z.; Pan, J. A new weld material model used in welding analysis of narrow gap thick-walled welded rotor. J. Manuf. Process. 2018, 34, 614–624. [Google Scholar] [CrossRef]
- Yaghi, A.; Hyde, T.; Becker, A.; Sun, W.; Williams, J. Residual stress simulation in thin and thick-walled stainless steel pipe welds including pipe diameter effects. Int. J. Press. Vessel. Pip. 2006, 83, 864–874. [Google Scholar] [CrossRef]
- Metal Materials and Heat Treatment; Cui, Z.; Liu, H. (Eds.) Central South University Press: Changsha, China, 2010. [Google Scholar]
- Vangi, D. Data Management for the Evaluation of Residual Stresses by the Incremental Hole-Drilling Method. J. Eng. Mater. Technol. 1994, 116, 561–566. [Google Scholar] [CrossRef]
- Neubert, S.; Pittner, A.; Rethmeier, M. Influence of non-uniform martensitic transformation on residual stresses and distortion of GMA-welding. J. Constr. Steel Res. 2017, 128, 193–200. [Google Scholar] [CrossRef]
- Murthy, Y.; Rao, G.; Iyer, P. Numerical simulation of welding and quenching processes using transient thermal and thermo-elasto-plastic formulations. Comput. Struct. 1996, 60, 131–154. [Google Scholar] [CrossRef]
- Dike, J.; Cadden, C.; Corderman, R.; Schultz, C.; McAninch, M. Finite element modeling of multipass GMA welds in steel plates. In Proceedings of the 4th International Conference on Trends in Welding Research, Gatlinburg, TN, USA, 5–8 June 1995; pp. 57–65. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | Ni | Mo | Cr | V | Co | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.25 | 0.65 | 0.07 | 0.73 | 1.10 | 2.40 | 0.30 | — | Bal. |
| Temperature [°C] | Applied Stress [MPa] |
|---|---|
| 500 | 200, 240, 280,320 |
| 560 | 140, 180, 220, 260 |
| 600 | 90, 120, 150, 180 |
| 630 | 50, 80,110, 140 |
| Temperature [°C] | A | n | B | u | m |
|---|---|---|---|---|---|
| 500 | |||||
| 560 | |||||
| 600 | |||||
| 630 |
| Simulation and Experiment | 500 °C | 560 °C | 600 °C | 630 °C |
|---|---|---|---|---|
| Simulation with Norton | ○ | ○ | ○ | ○ |
| Simulation with Norton-Bailey | ○ | ○ | ○ | ○ |
| Experimental validation | √ |
| Property | Creep Equation | 500 °C | 560 °C | 600 °C | 630 °C |
|---|---|---|---|---|---|
| Calculating time [h] | Norton equation | 2.32 | 2.35 | 2.41 | 2.37 |
| Norton-Bailey equation | 4.21 | 4.14 | 4.29 | 4.25 | |
| Calculating space [Gb] | Norton equation | 1.65 | 1.71 | 1.86 | 1.82 |
| Norton-Bailey equation | 3.51 | 3.26 | 3.72 | 3.63 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, M.; Li, K.; Li, S.; Cai, Z.; Pan, J. Analytical Model to Compare and Select Creep Constitutive Equation for Stress Relief Investigation during Heat Treatment in Ferritic Welded Structure. Metals 2020, 10, 688. https://doi.org/10.3390/met10050688
Hu M, Li K, Li S, Cai Z, Pan J. Analytical Model to Compare and Select Creep Constitutive Equation for Stress Relief Investigation during Heat Treatment in Ferritic Welded Structure. Metals. 2020; 10(5):688. https://doi.org/10.3390/met10050688
Chicago/Turabian StyleHu, Mengjia, Kejian Li, Shanlin Li, Zhipeng Cai, and Jiluan Pan. 2020. "Analytical Model to Compare and Select Creep Constitutive Equation for Stress Relief Investigation during Heat Treatment in Ferritic Welded Structure" Metals 10, no. 5: 688. https://doi.org/10.3390/met10050688