1. Introduction
Polyurethane coating, owing to its highly decorative and weather-resistant features, is an important asset to the coating industry and is widely used for coating wood, automobiles, and rail transit vehicles [
1,
2]. Waterborne polyurethane coating is environmentally friendly and is made up of two components: base and hardener. The main components of the base are OH functional acrylate dispersion, pigment, additives, and water. The hardener is mainly composed of polyisocyanate resin and alcohol ether solvent. During application, the base and hardener are mixed and stirred mechanically to disperse the polyisocyanate in water containing the base to obtain an emulsion. After evaporation of water, the polyisocyanate and hydroxy resins fuse and crosslink, to form a polymer and are then cured to form a film. The basic reaction is as follows [
3]:
However, due to the high reactivity of the NCO groups in polyisocyanate, side reactions occur during the mixing of the base and hardener, which are as follows:
In Reaction (2), the NCO group reacts with water producing CO
2 gas. During the curing of the coating, the initial reaction between NCO groups and water molecules is carried out in a large amount of water. At this time, since the coating does not form a film and the viscosity is low, the CO
2 gas formed can escape quickly. When most of the water volatilizes, the viscosity of the coating increases rapidly. The CO
2 gas produced in the reaction between traces of water in the coating and NCO groups escapes with difficulty, resulting in the formation of microbubbles in the coating. The microbubbles have a negative impact on the appearance and protective performance of the film [
4]. How to solve the problem of CO
2 emission in the chemical reaction Equation (2) is the key to inhibit the formation of microbubbles in the coating.
Water in the paint evaporates after the application of the coating. Thereafter, the coating undergoes change from the emulsion phase to the solution state. This solution system is based on alcohol ether solvent as medium and OH functional acrylate resin and polyisocyanate resin as the solutes. At this time, the coating should have good fluidity to allow the easy escape of CO
2 gas. This prevents the gas from remaining inside the coating or forming microbubbles on the surface. Generally, a certain amount of alcohol ether solvent is added to the mixture, to reduce the viscosity of the resin, and help CO
2 to escape. This is termed “opening time” in the coating [
5].
Researchers in the coating industry have conducted some practical research on the types and amounts of these alcohol ether solvents used in waterborne polyurethane coatings. According to Wicks, the polyisocyanate component in waterborne polyurethane coatings is sometimes diluted with a solvent to reduce its viscosity [
6]. The waterborne polyurethane coating prepared by Cakic showed satisfactory pot-life and hardness on the addition of about 10% solvent [
7]. Yin et al. synthesized a new kind of green and functional two-component flame-retardant waterborne polyurethane and its coating. It was prepared by adding polyurethane polyol dispersions, hydrophilic nano TiO
2, hydrophilic curing agent, and alcohol ether solvents. These green and functional two-component waterborne polyurethane coatings had an excellent appearance and tensile properties [
8]. Deyong studied the effect of propylene glycol diacetate (PGDA) solvent on film formation and found that higher boiling point of alcohol ether solvent and longer opening time of the paint film contributed to the timely discharge of bubbles, caused by physical agitation and chemical reactions [
9].
All these studies have shown that a larger amount of solvent, such as PGDA, favored the emission of CO
2. The reason as to why PGDA can be used as a solvent in the two-component polyurethane coating is that its structure does not contain hydroxyl groups. The solvent containing hydroxyl functional groups affects the network formation of the polymer, causing drastic reduction of the mechanical stability (hardness, tensile strength, etc.) of the coating. Although PGDA does not contain OH groups in its structure that can react with NCO group, it can volatilize completely during the film-forming process and does not affect the final performance of the film, but since the boiling point of PGDA touches 161 °C, the volatilization rate is far less than that of water. This increases the drying time of the film and consequently reduces its applicability. Moreover, PGDA belongs to the class of volatile organic compounds (VOCs) [
10]. The excessive addition of PGDA violates the norms of environmental friendliness of waterborne coatings, and hence it is necessary to determine the appropriate amount of PGDA required.
According to Equation (2), CO2 is the product of the reaction of isocyanate with water. To obtain a film without microbubbles, the opening time for the escape of CO2 gas during the film-forming process should match with the time of reaction that produces CO2 gas. Shorter the chemical reaction time, the shorter is the film opening time required, the shorter is the film drying time, and the higher is the application efficiency of the coating, which is desirable. Although PGDA does not participate in the chemical reaction, in a multi-phase system, its effect on the chemical reaction is quite complex. It promotes the fusion of reactant resin particles and also has a solvent effect on the reaction.
The effect of a catalyst on the reaction of polyurethane and the role of a solvent on the reaction of epoxy polymer were studied [
11,
12]. However, only a few pieces of theoretical research have focused on the role of PGDA in the reactions of polyurethane coatings. Nevertheless, it is significant as a universal guide for the formulation and design of two-component waterborne coatings.
Ensuring that the film layer is free of microbubbles is of great significance for improving the application efficiency of the coating. Clarity on the influence of alcohol ether solvent on the chemical reaction during the film formation and curing process of two-component waterborne polyurethane coatings helps to control the quality of the coating. It also helps to seek a relationship between the reactivity of NCO groups and the opening time of the film.
FTIR is a powerful tool to study reaction rate and kinetics. In the study of Fei et al., FTIR is used to monitor the reaction between phenol and tolylene-2,4-diisocyanate in different polar solvents by the intensity of NCO absorbance. They carefully examined the relationship between absorbance (2273 cm
−1) and concentration of NCO in solvents [
13].
In this paper, two-component waterborne polyurethane coatings were prepared using polyhydroxyacrylate dispersion, polyisocyanate resin, and PGDA, which are commonly used in the coating industry. The influence of PGDA content on the chemical reaction was studied by Fourier transform infrared spectroscopy (FTIR). The effect of PGDA content on the progress of the NCO reaction was discussed.
3. Results and Discussion
Physical and chemical changes occur during the curing process and film formation, involving a two-component waterborne polyurethane coating. Moreover, the physical factors also have an effect on the chemical changes of NCO and OH groups. Therefore, on the premise that no microbubbles are formed in the film, the NCO conversion reaction rate for different amounts of PGDA was measured.
3.1. FTIR Analysis of Curing Process
PGDA solvent was added in proportions of 0%, 5%, 10%, 15%, and 20% of the total solid weight of polyhydroxyacrylate dispersion and polyisocyanate resin. The ratios of test samples are presented in
Table 4. The chemical reaction between the hydroxyl and NCO groups of five test samples from 15 min to 4 h was tracked by infrared spectroscopy.
Films of the five samples with different amounts of PGDA were visually observed. The surfaces of the films with 0% and 5% PGDA showed microbubbles, whereas the films with 10%, 15%, and 20% PGDA addition were smooth and dense, without microbubbles or other defects.
Figure 2 is the spectra showing reaction progress for different contents of PGDA.
The progress of the reaction was followed by changes in the intensities of the peaks for NCO, hydroxyl, and urethane functional groups. According to Reactions (1)–(3), the gradual decrease in the absorption peak of the NCO group at 2270 cm−1 in the infrared spectrum is attributed to its reaction with hydroxyl groups and water resulting in the formation of carbamate and urea functional groups.
The peaks for carbonyl carbamate formed in Reaction (1) appeared at 1702–1740 cm
−1, and the absorption peak of urea carbonyl generated by Reactions (2) and (3) appeared at 1630–1689 cm
−1 [
19].
From the above figures, it was evident that the intensity of the urea carbonyl peak showed no obvious changes for different concentrations of PGDA. This showed that PGDA did not selectively inhibit or promote the side reactions shown in reaction Equations (2) and (3) alone. The absorption peak at 2270 cm−1 is characteristic of the NCO group. As the reaction progressed, the peak intensity obviously decreased. Moreover, the rate of change of NCO peak was not proportional to the amount of PGDA.
According to the Beer–Lambert law [
20],
A is the absorbance;
T is the transmittance, which is the ratio of the outgoing light intensity (
I) to the incident light intensity (
I0);
K is the molar absorption coefficient, which is dependent on the nature of the absorbing material and the wavelength of the incident light λ;
C is the concentration of the absorption material, in mol/L;
B is the thickness of the absorption layer, in cm.
Since absorbance A is directly proportional to peak area
S, the degree of curing reaction of NCO (
PNCO) can be calculated as follows:
and
are the absorbances of NCO peak (2270 cm
−1) at the initial time and time
t, respectively;
and
are the absorbances of CH peak (2950 cm
−1); at the initial time and time t, respectively;
and
are the absorption peak areas of NCO at the initial time and time t, respectively;
and
are the absorption peak areas of CH at the initial time and time t, respectively.
From
Figure 2 and Equation (5), the extent of the curing reaction of NCO (
PNCO) with different contents of PGDA could be calculated at different reaction times, and the values are presented in
Table 5.
Using the data in
Table 5, the extent of reaction of the NCO group
PNCO with 0%, 5%, and 10% PGDA can be depicted, as shown in
Figure 3.
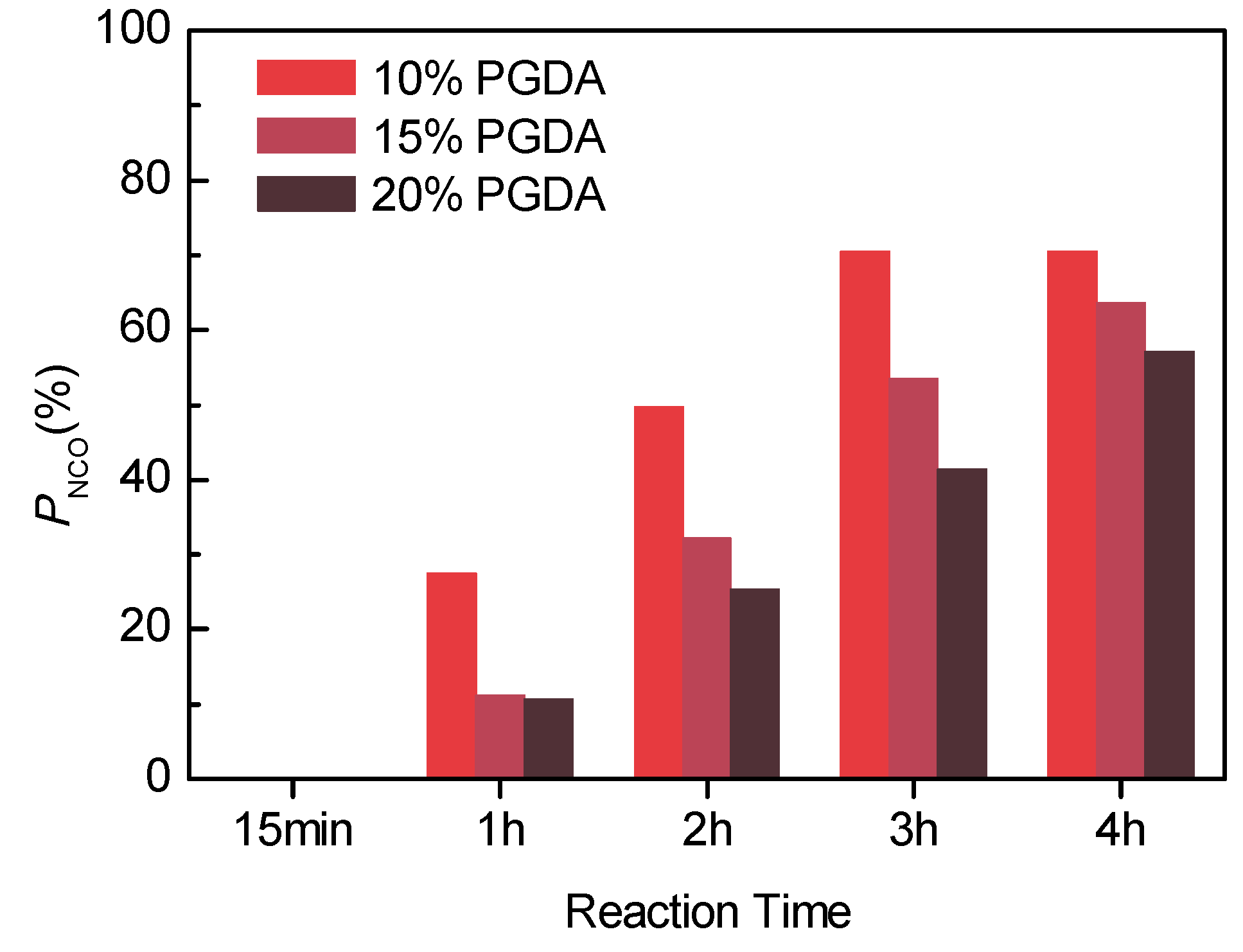
In addition, using the data in
Table 5, the extent of reaction of the NCO group when the PGDA content is 10%, 15%, and 20%, is shown in
Figure 4.
The effect of different PGDA contents on the chemical reaction can be studied from the figures. In
Figure 3, as the amount of PGDA increased from 0% to 10%, the rate of NCO consumption increased gradually and thus the rate of chemical reaction rate also increased. In
Figure 4, when the amount of PGDA was increased from 10% to 20%, the rate of NCO consumption decreased gradually with an increase in PGDA content and the chemical reaction rate decreased gradually. Hence, 10% of PGDA was found to be the best for promoting crosslinking and curing reactions.
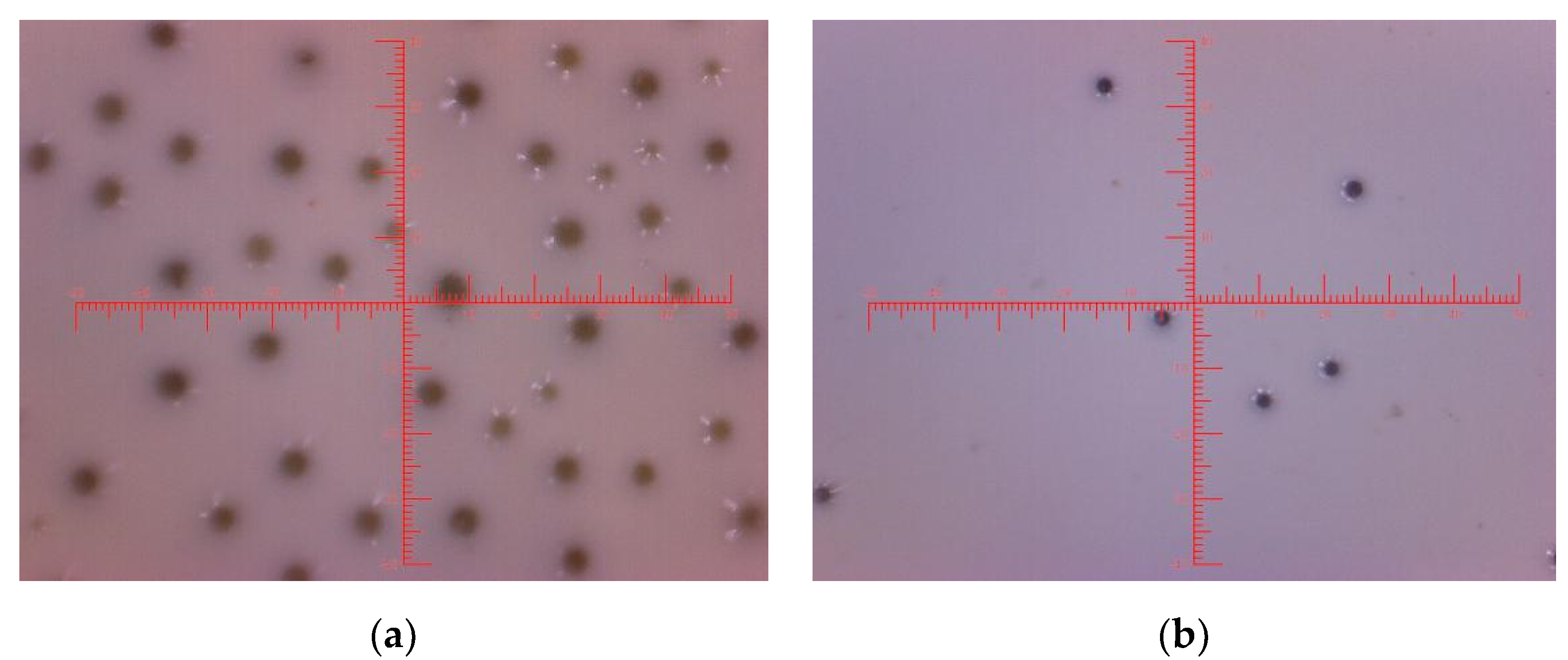
For seven days’ drying, the morphology of each test coating was observed under an optical microscope, and the results are shown in
Figure 5. The surface of Sr. No. 1 sample in
Table 4 (0% PGDA) showed obvious microbubbles. Few microbubbles were seen in the sample of Sr. No. 2 (5% PGDA). There were no microbubbles on the surfaces of Sr. Nos. 3–5 (10–20% PGDA). This shows that a concentration of more than 10% PGDA was effective in eliminating the microbubbles.
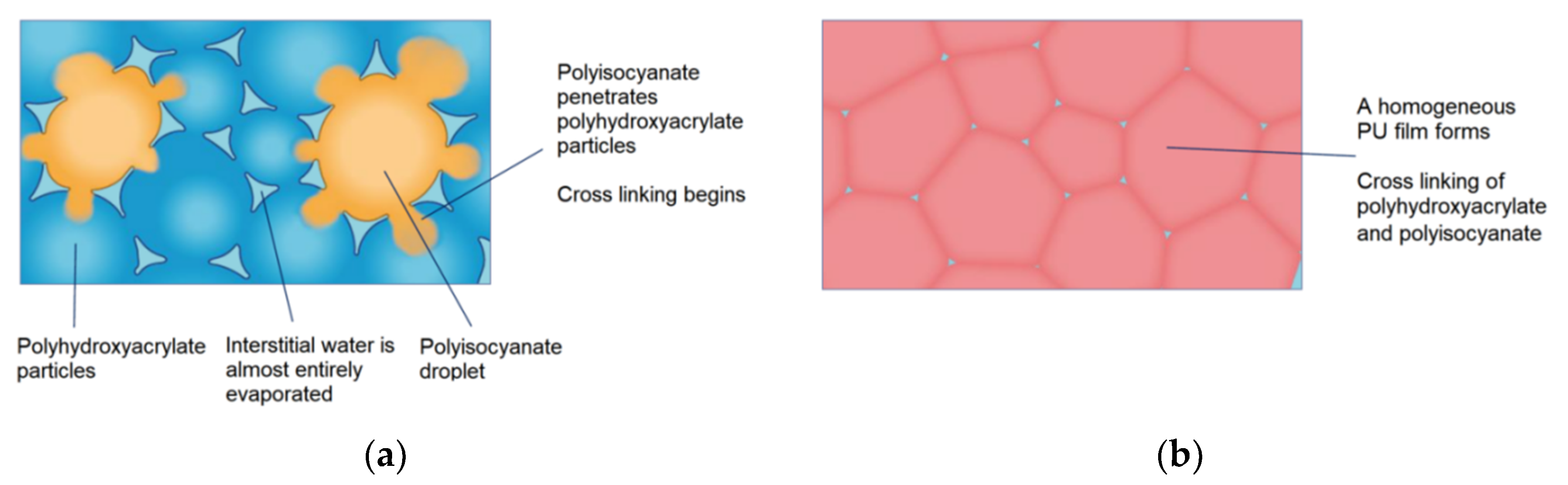
3.2. Role of PGDA in Assisting the Diffusion between polyhydroxyacrylate dispersion and polyisocyanate
In the process of film formation and curing of a two-component waterborne polyurethane coating, a mutual diffusion occurs between polyhydroxyacrylate resin particles and polyisocyanate resin droplets. The presence of a co-solvent can reduce the
Tg of the resin and help the fusion process. Complete fusion of polyhydroxy acrylate resin and polyisocyanate can improve the contact between hydroxyl groups and NCO groups and thereby increase the reaction rate. The diffusion and fusion processes are depicted in
Figure 6, respectively.
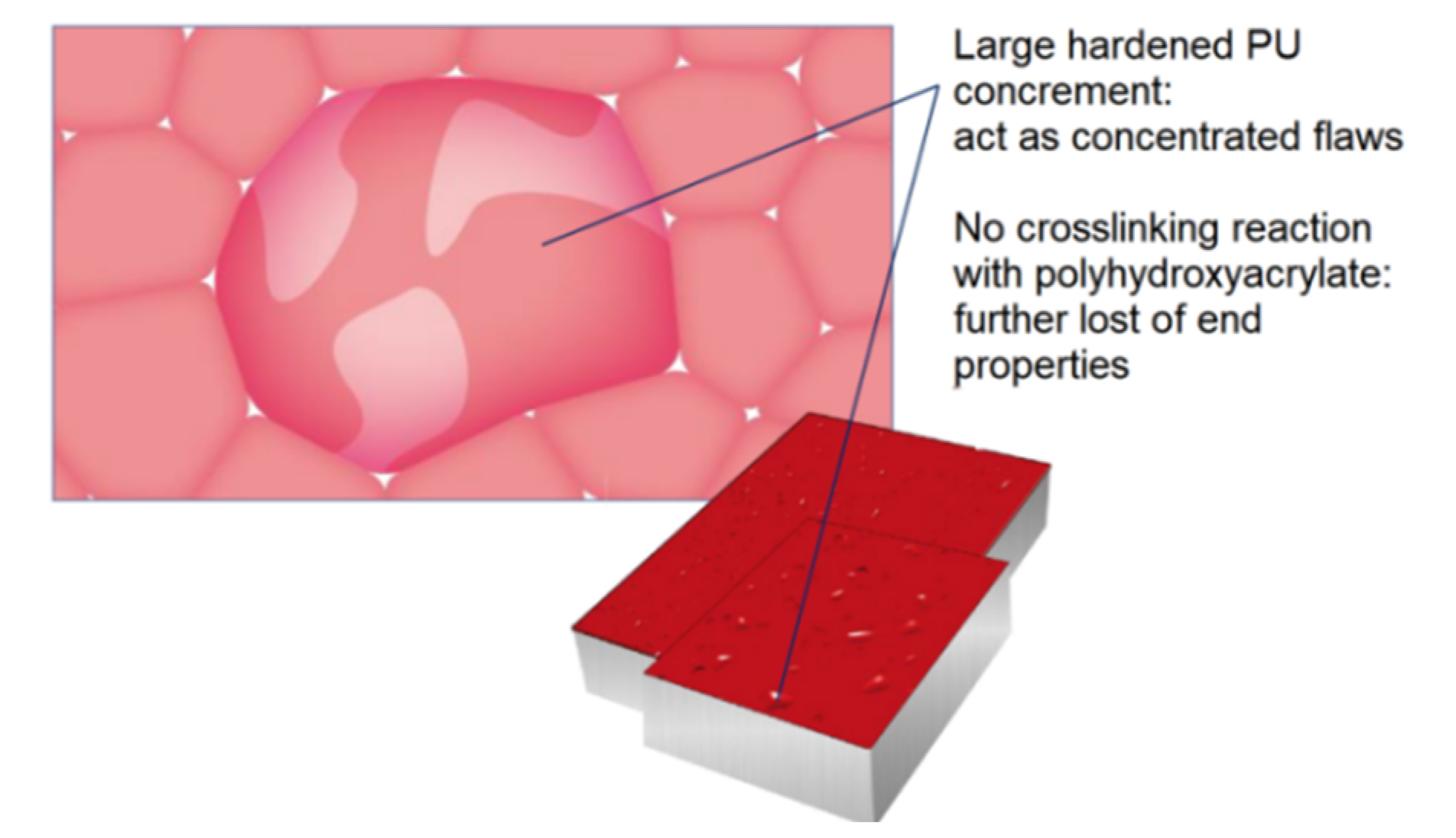
In absence of co-solvent or very low amount of co-solvent, as in the case of Sr. No. 1 in
Table 4 (0% PGDA), the fusion of the polyhydroxyacrylate resin particles and polyisocyanate resin droplet is expected to be poor. This reduces the reaction rate and results in an inadequate reaction, as shown in
Figure 7.
From the data of
Figure 3 for the reaction when the PGDA content was less than 10%, the reaction rate increased with an increase in the PGDA amount. This showed that the addition of PGDA could promote the diffusion of resin particles participating in the chemical reaction, increase the contact area of reaction groups, and thus promote the reaction.
This can also be explained by the collision theory of Trautz and Lewis [
21]. The reaction between hydroxyl and isocyanate groups requires the reaction particles to get closer to each other and the reaction rate is proportional to the number of collisions. The addition of an appropriate amount of PGDA can facilitate the fusion of two resins and consequently increase the chances of mutual collisions between the two functional groups, thereby increasing the reaction rate.
3.3. Role of PGDA as Solvent in the Reaction between Hydroxyl and NCO Groups
When the amount of PGDA was more than 10%, the reaction rate began to decrease with the increase of PGDA. PGDA is a polar solvent. The effect of solvent polarity on reaction rate is explained by the Houghes–Ingold rule [
22].
Houghes and Ingold used transition state theory to determine the effect of solvent on the reaction rate. Most of the transition states generated by the interactions between reactants are dipolar activated complexes, which are often significantly different from the corresponding starting reactants in charge distribution. Based on this, the following two rules are summarized.
For the reaction with an increase in charge density from the initial reactant to activated complex, the polarity of solvent increases, which is unfavorable for the complex formation and the reaction rate, is slowed down.
For a reaction with little change of charge density from the initial reactant to the activated complex, change in solvent polarity has little effect on the reaction rate.
Although the above rules have some limitations, they can be used to predict the solvent effects in transition states of many dipole reactions, such as electrophilic and nucleophilic substitution reactions, P elimination reactions, and electrophilic addition reactions of unsaturated systems, and many experimental data were obtained [
23].
The transition state and final product of the chemical reaction between the hydroxyl group and isocyanate group can be shown by Reaction (6):
Prior to the reaction, oxygen and nitrogen atoms on the NCO group are electronegative, while the electron density at the carbon atom is low and positive. Since it is electrophilic, it can be readily attacked by nucleophiles and the chemical reaction occurs. However, the oxygen atom in the hydroxyl group with high electron density first reacts with the electropositive carbon atom to form a transition state. At this time, the charge density of the activated complex increases, which is consistent with the first case of the Houges–Ingold rule. When the amount of PGDA is more than 10%, its role as a solvent begins to appear. With an increase in the PGDA amount, the reaction rate decreases. Meanwhile, the effect of solvent polarity is not obvious when the amount of PGDA is less. However, it can facilitate the fusion of two resin particles with each other, increase the chances of collisions between two reactant groups, and increase the reaction rate.
3.4. Industrial Application
This study showed that when the amount of PGDA was about 10% of resin solid, it could promote the chemical crosslinking reaction most obviously, and was also more favorable for drying of the film. This ratio served as a reference for the formulation of a two-component waterborne polyurethane coating. Using the reactant ratios mentioned in Sr. No. 3 in
Table 4, we prepared a two-component waterborne polyurethane coating, which met with the performance requirements of CRRC for polyurethane coatings and was applied on to a new generation of the metro vehicle with carbon fiber composite of CRRC. After application, the drying speed of the coating was fast, wherein the surface dried at room temperature within 30 min. Moreover, the surface of the coating was even, the appearance was excellent, and there were no microbubbles or any other defects.
4. Conclusions
When the amount of PGDA was less than 10%, its role in assisting diffusion was greater than that as a solvent. The test results showed that PGDA played a significant role in promoting the reaction. When the dosage was more than 10%, its role as a solvent was greater than that in assisting diffusion and so inhibited the reaction. Hence, 10% of PGDA of the solid resin was best for promoting the crosslinking and curing reactions. When the reaction time was 4 h, the extent of the curing reaction of NCO reached more than 70%.
Since the diffusion of resin particles and solvation occurs at the same time, the effect of PGDA on the reaction rate of hydroxyl and isocyanate groups in the curing process of a two-component waterborne polyurethane coating is complex. When the amount of PGDA is about 10%, the synergistic effects of diffusion and solvation are similar, and the reaction rate is the highest. In this way, it not only improves the application efficiency, but also ensures the total removal of CO2 gas. In this study, the waterborne polyurethane coating was prepared and its good applicability and appearance were verified for carbon fiber metro vehicles.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}