Friction Mechanism Features of the Nickel-Based Composite Antifriction Materials at High Temperatures

 , , , and
, , , and
Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials
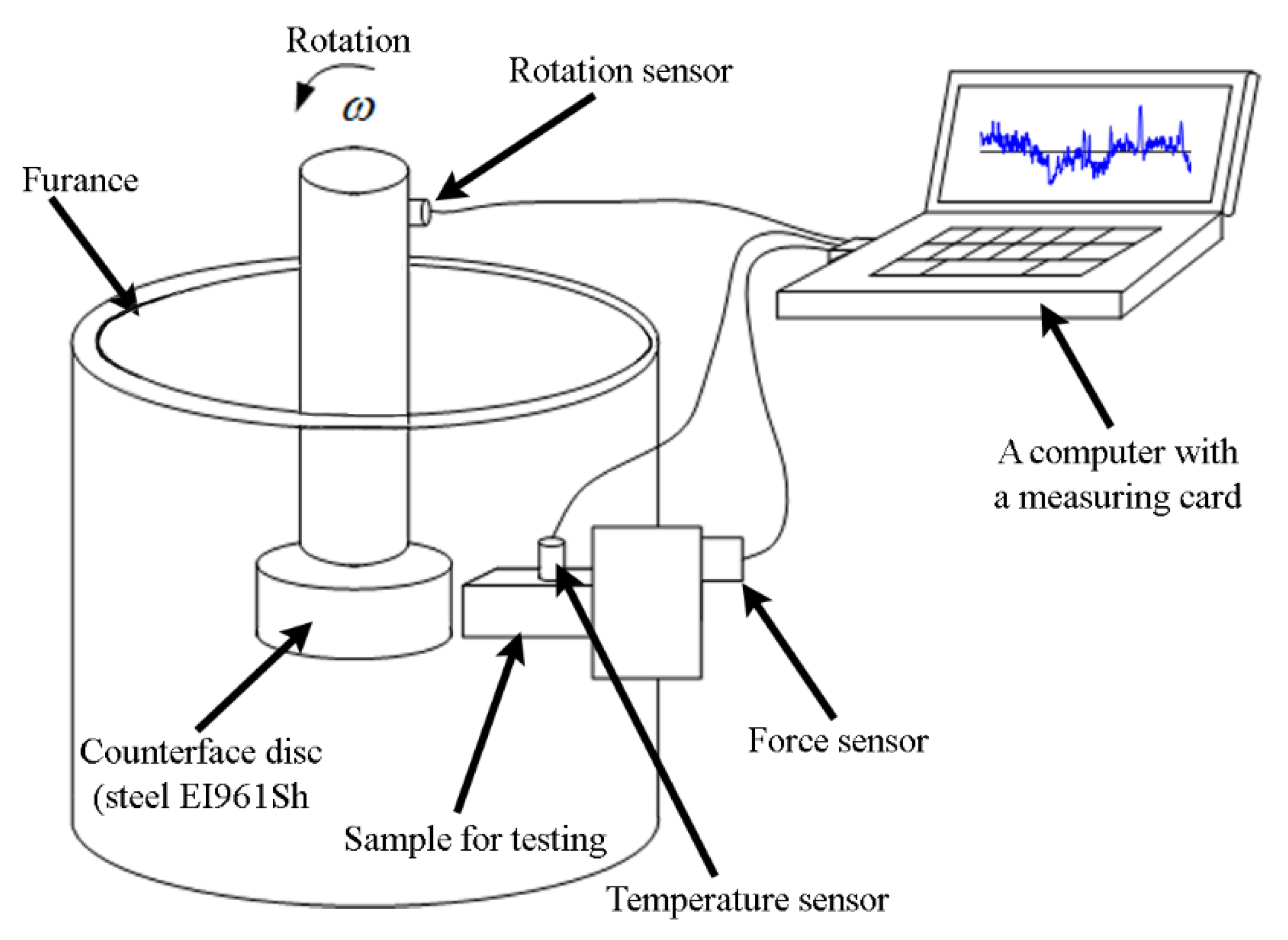
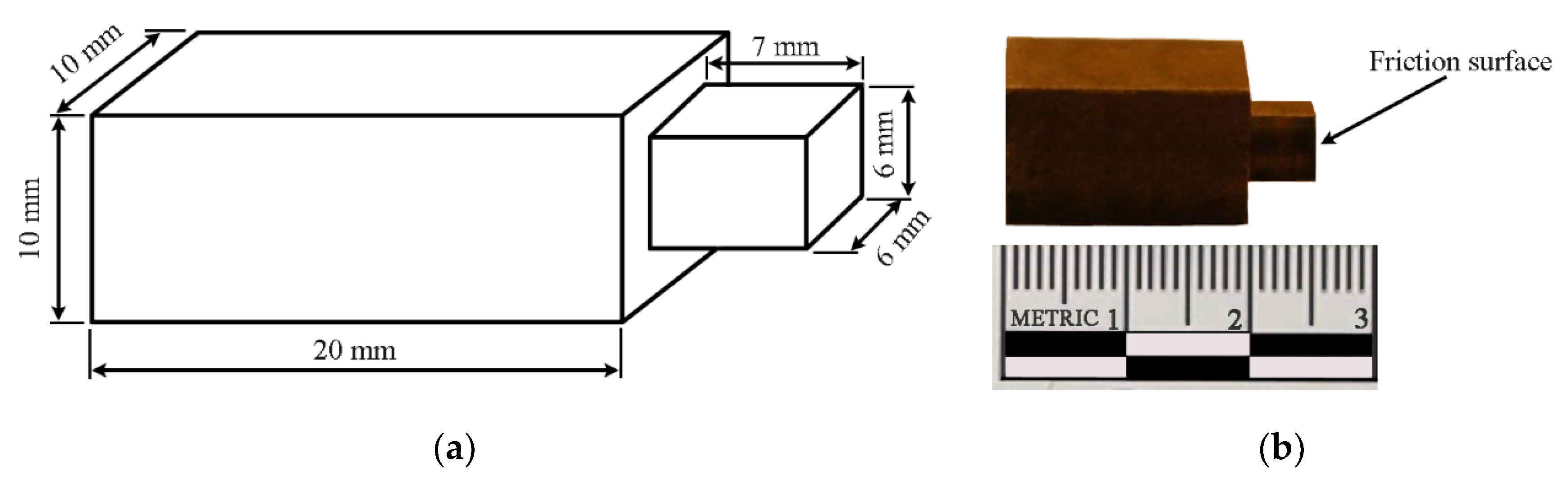
2.2. Tribological Tests
3. Results and Discussion
3.1. High-Temperature Tribological Properties
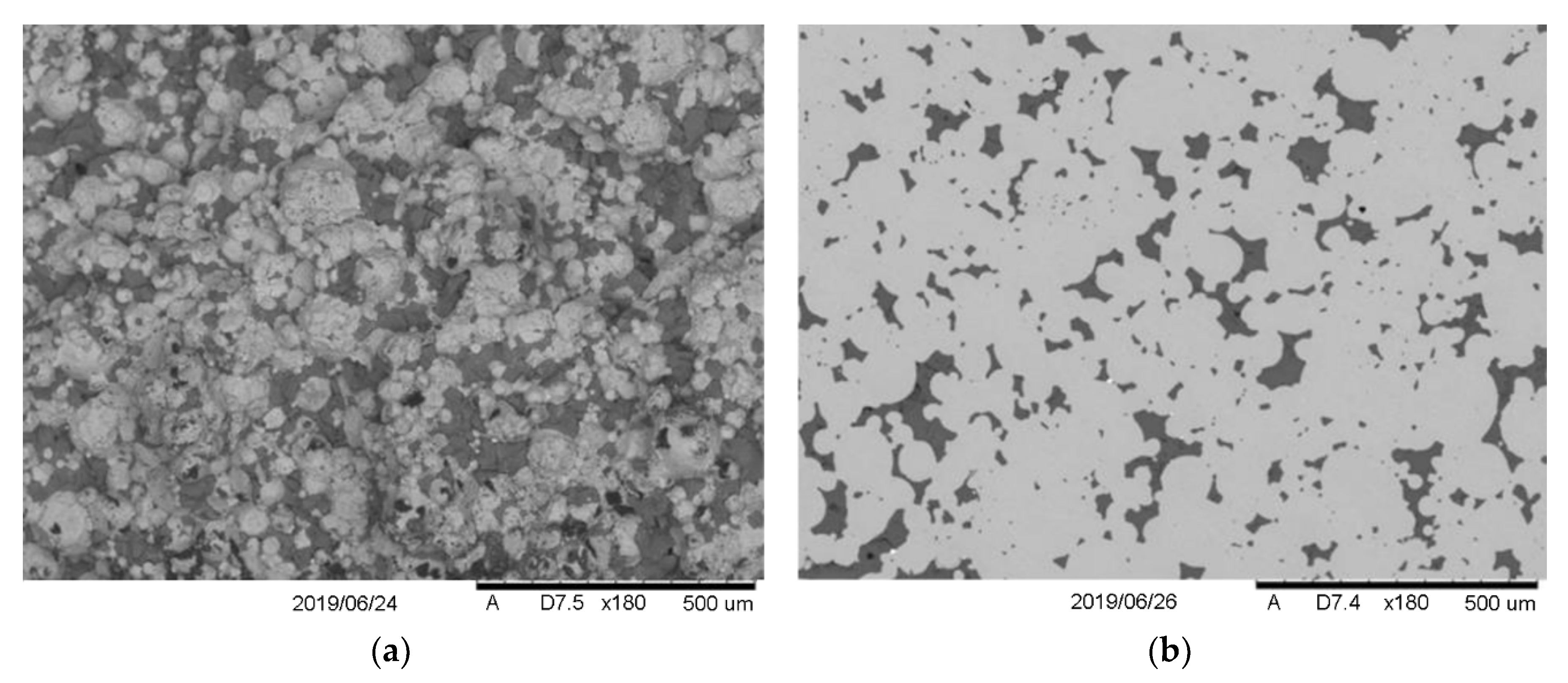
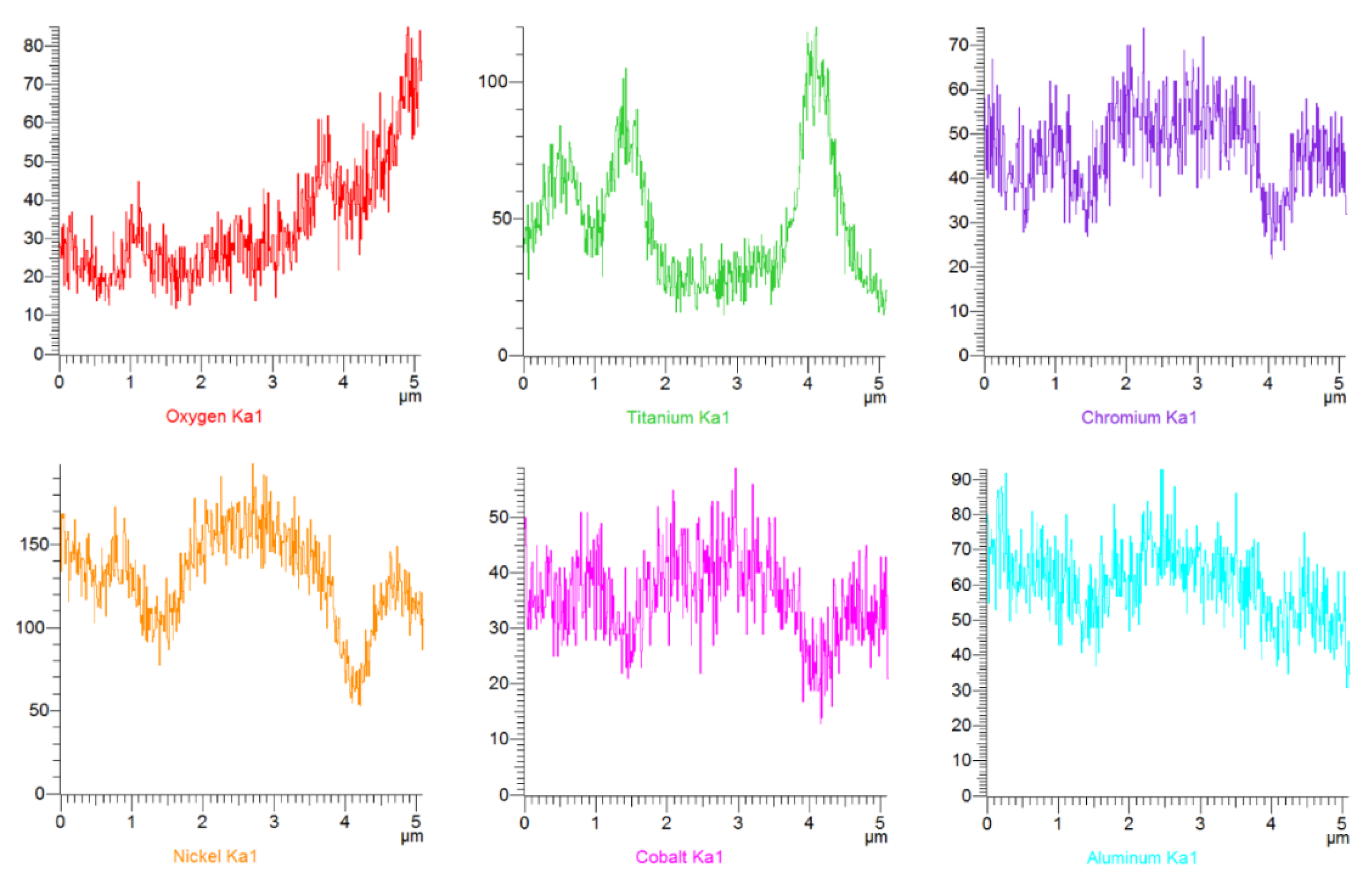
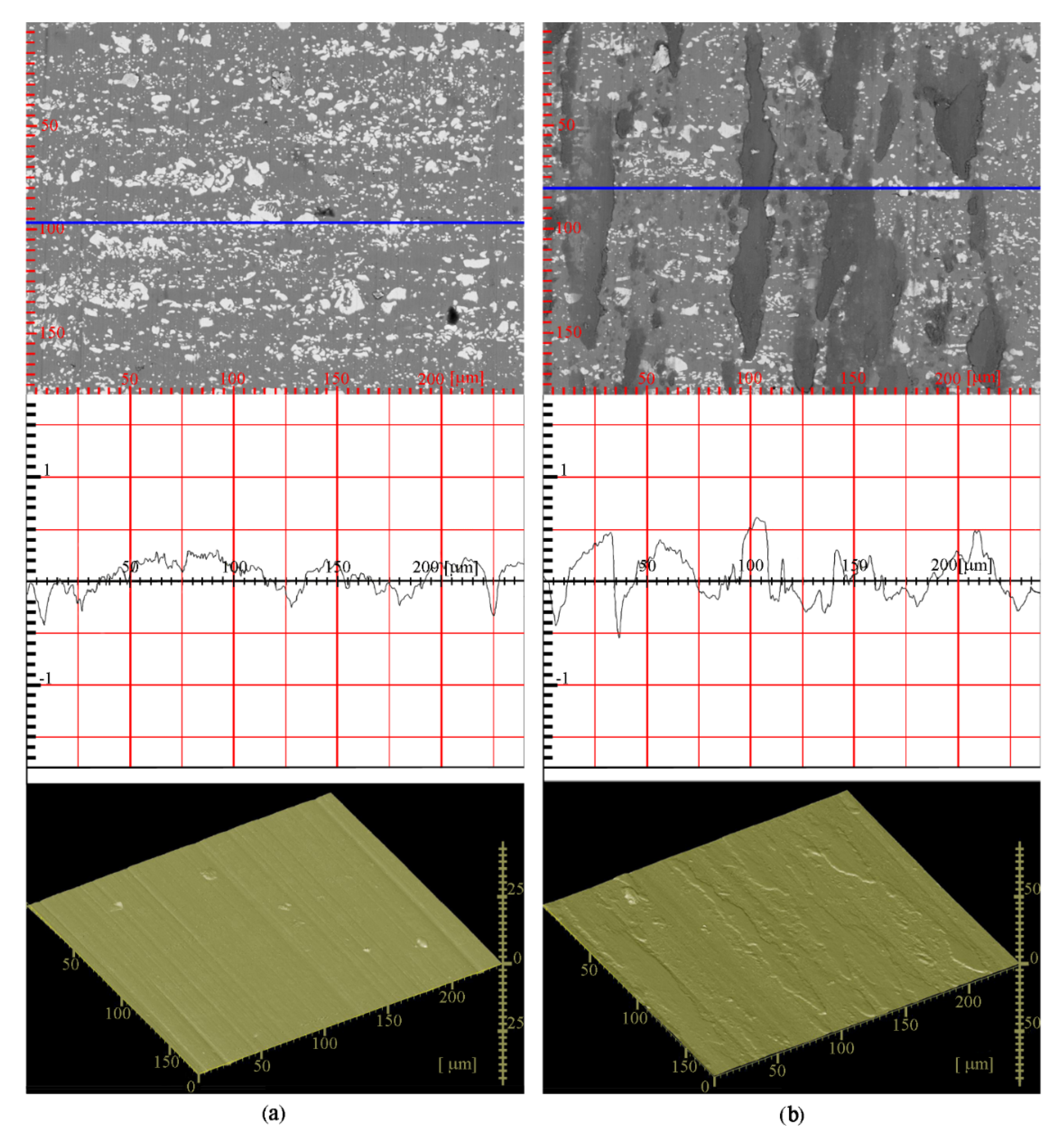
3.2. Microstructure Changes of the Composite Friction Surface
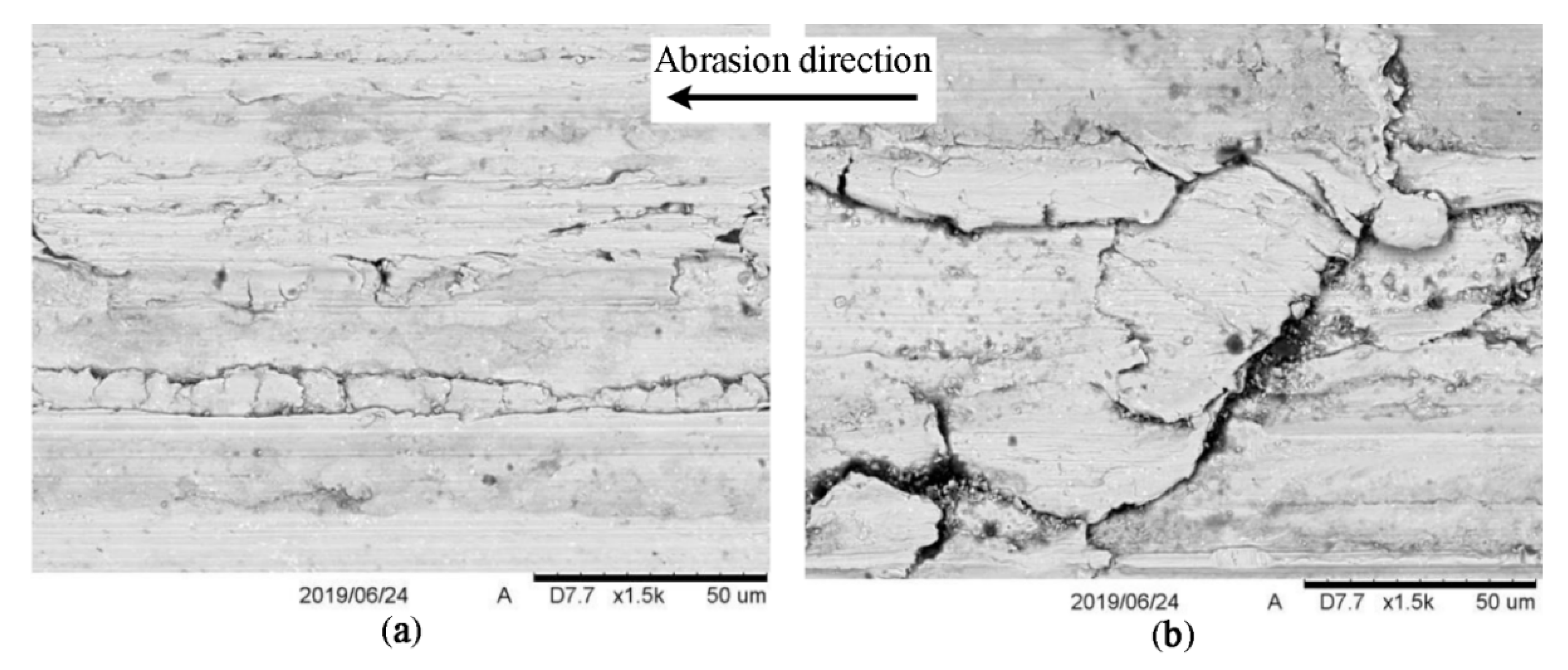
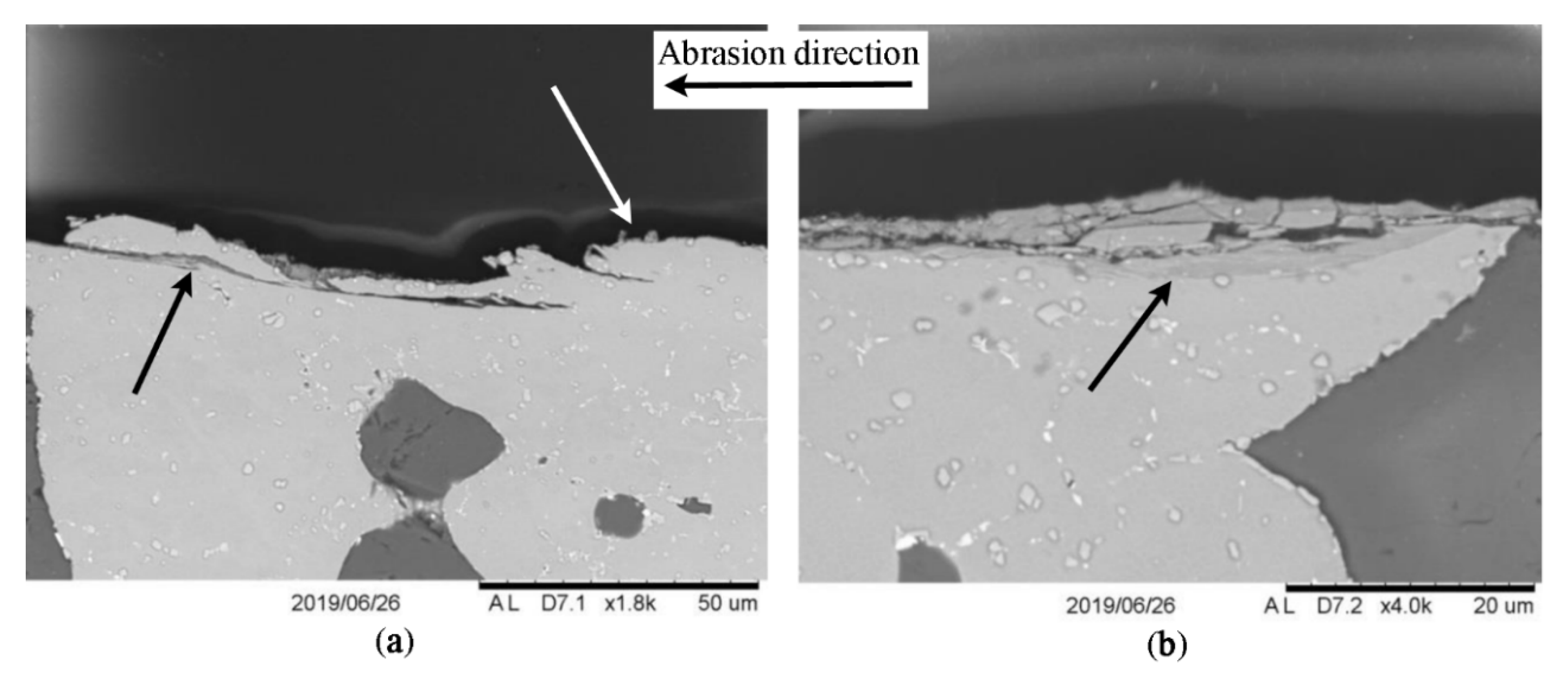
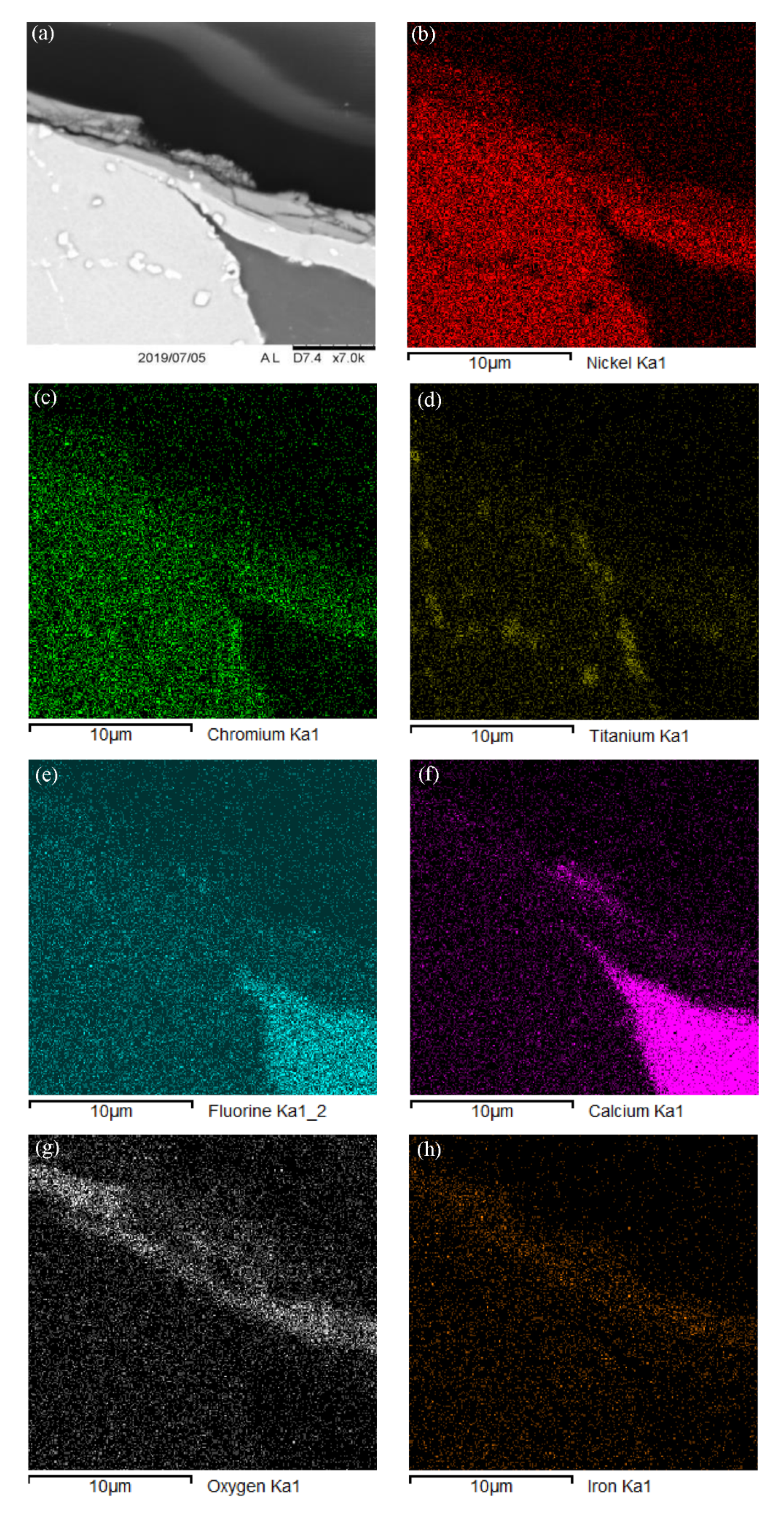
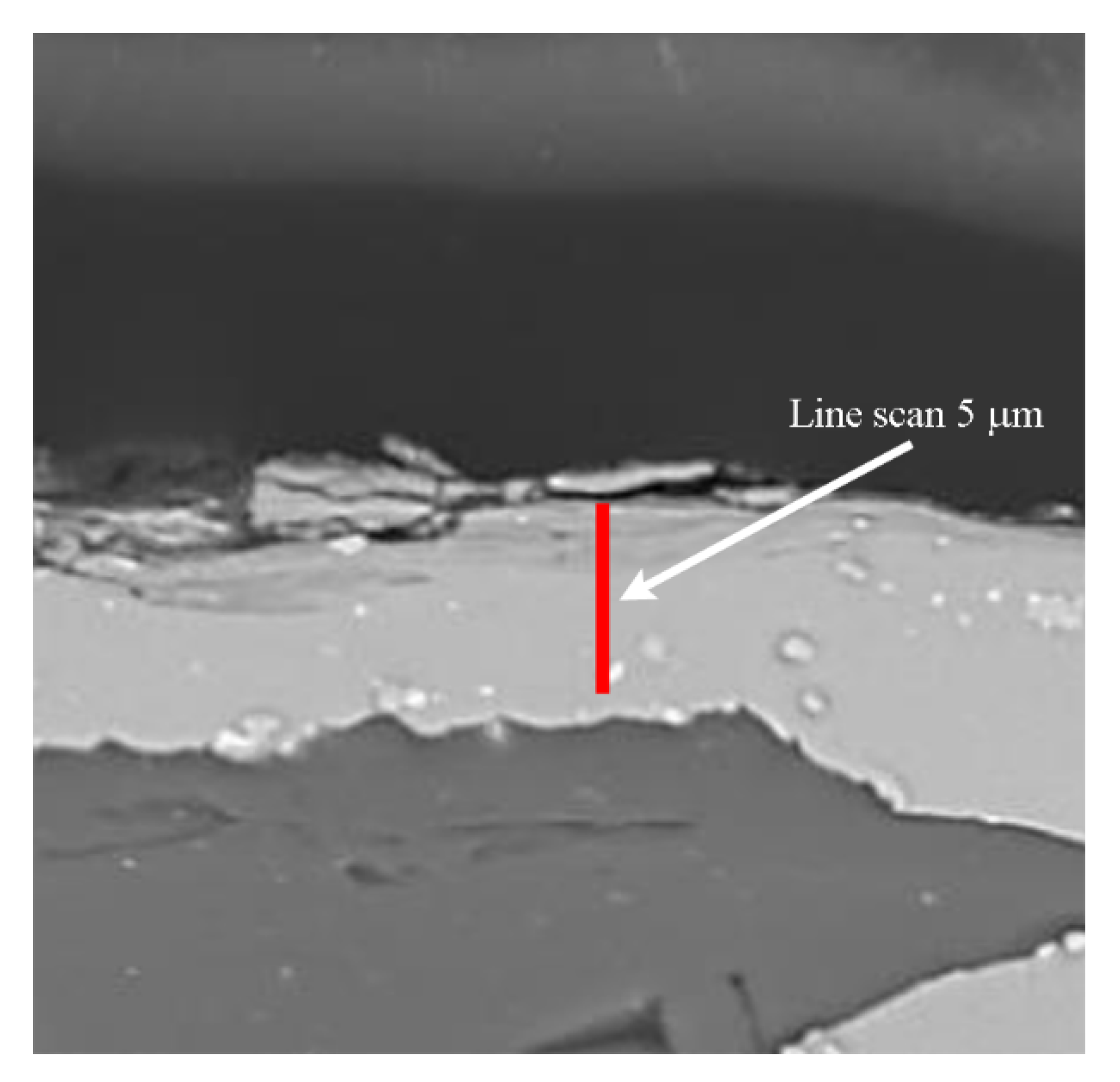
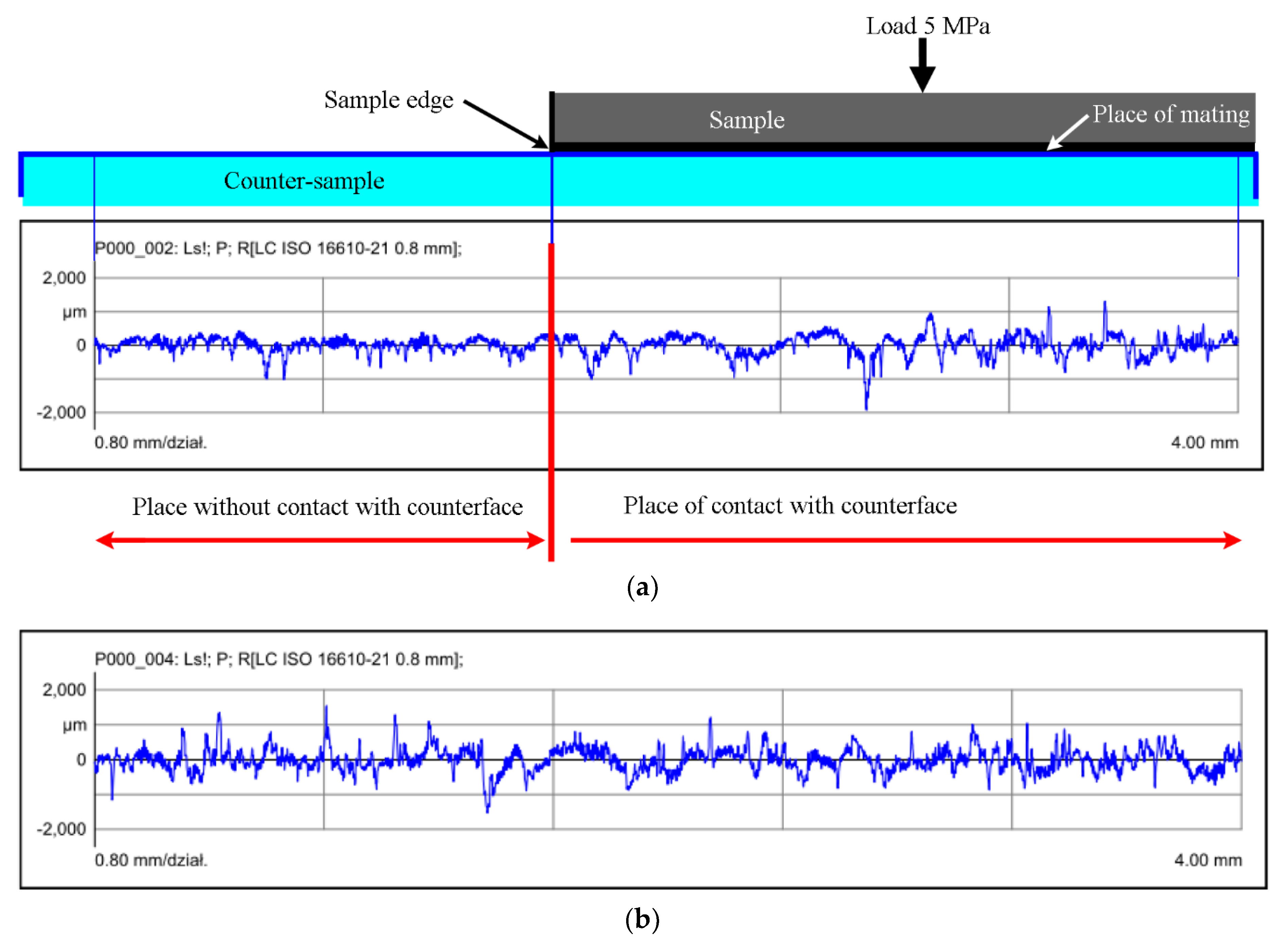
3.3. Analysis of Worn Surfaces
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Li, J.L.; Xiong, D.S. Tribological properties of nickel-based self-lubricating composite at elevated temperature and counterface material selection. Wear 2008, 265, 533–539. [Google Scholar] [CrossRef]
- Ezugwu, E.O. High speed machining of aero-engine alloys. J. Braz. Soc. Mech. Sci. 2004, 26, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Kostornow, A.G. Tribotechnical Materials Science; Publishing house Knowledge: Lugansk, Ukraine, 2012. (In Russian) [Google Scholar]
- Jamroziak, K.; Roik, T. Structure and properties of the new antifriction composite materials for high-temperature friction units. In Lecture Notes in Mechanical Engineering; Abdel, M.W., Ed.; Springer: Singapore, 2019. [Google Scholar] [CrossRef]
- Ulutan, D.; Ozel, T. Machining induced surface integrity in titanium and nickel alloys: A Review. Int. J. Mach. Tools Manuf. 2011, 51, 250–280. [Google Scholar] [CrossRef]
- Tan, Z.H.; Wang, X.G.; Du, Y.L.; Duan, T.F.; Yang, Y.H.; Liu, J.L.; Liu, J.D.; Yang, L.; Li, J.G.; Zhou, Y.Z.; et al. Temperature dependence on tensile deformation mechanisms in a novel Nickel-based single crystal superalloy. Mater. Sci. Eng. A Struct. 2020, 776, 138997. [Google Scholar] [CrossRef]
- Varga, M.; Leroch, S.; Rojacz, H.; Rodríguez Ripoll, M. Study of wear mechanisms at high temperature scratch testing. Wear 2017, 388–389, 112–118. [Google Scholar] [CrossRef]
- Cui, G.; Liu, Y.; Gao, G.; Liu, H.; Kou, Z. Microstructure and high-temperature wear performance of FeCr matrix self-lubricating composites from room temperature to 800 °C. Materials 2020, 51, 51. [Google Scholar] [CrossRef] [Green Version]
- Roik, T.A.; Gavrish, A.P.; Krichok, P.A.; Vitsyuk, Y.Y. Effect of secondary structures on the functional properties of high-speed sintered bearings for printing machines. Powder Metall. Met. Ceram. 2015, 54, 119–127. [Google Scholar] [CrossRef]
- Kostornov, A.G.; Fushchich, O.I.; Chevychelova, T.M.; Simeonova, Y.M.; Kostenko, A.D. Friction, wear, and targeted synthesis of rubbing surfaces of self-lubricating composites. Powder Metall. Met. Ceram. 2007, 46, 111–117. [Google Scholar] [CrossRef]
- Cheng, J.; Qiao, Z.; Yin, B.; Hao, J.; Yang, J.; Liu, W. High temperature tribological behaviors of (WAl)C–Co ceramic composites with the additions of fluoride solid lubricants. Mater. Chem. Phys. 2015, 163, 262–271. [Google Scholar] [CrossRef]
- Stone, D.; Liu, J.; Singh, D.P.; Muratore, C.; Voevodin, A.A.; Mishra, S.; Rebholz, C.; Ge, Q.; Aouadi, S.M. Layered atomic structures of double oxides for low shear strength at high temperatures. Scripta Mater. 2010, 62, 735–738. [Google Scholar] [CrossRef]
- Roik, T.A.; Shevchuk, Y.F. Development of predictable secondary structures in materials for high-temperature bearings. Powder Metall. Met. Ceram. 2006, 45, 531–539. [Google Scholar] [CrossRef]
- Yang, X.; Wang, Z.; Song, P.; Cheng, J.; Gu, J.; Ma, T. Dry sliding wear behavior of Al2O3-TiC ceramic composites added with solid lubricant CaF2 by cold pressing and sintering. Tribol. Trans. 2014, 58, 231–239. [Google Scholar] [CrossRef]
- Torres, H.; Rodríguez Ripoll, M.; Prakash, B. Tribological behaviour of self-lubricating materials at high temperatures. Int. Mater. Rev. 2018, 63, 309–340. [Google Scholar] [CrossRef]
- Cui, G.; Li, H.; Gao, G.; Kou, Z. Design and high-temperature tribological properties of CoCrW with rare earth fluoride composites. J. Mater. Res. Technol. 2020. [Google Scholar] [CrossRef]
- Kwon, S.; Cho, S.-H.; Nersisyan, H.H.; Lee, J.; Kang, J.; Lee, J.-H. High-temperature stability of YSZ and MSZ ceramic materials in CaF2–MgF2–MgO molten salt system. J. Am. Ceram. Soc. 2017, 101, 2074–2083. [Google Scholar] [CrossRef]
- Kotkowiak, M.; Piasecki, A.; Kulka, M. The influence of solid lubricant on tribological properties of sintered Ni–20%CaF2 composite material. Ceram. Int. 2019, 45, 17103–17113. [Google Scholar] [CrossRef]
- Gajrani, K.K.; Suvin, P.S.; Kailas, S.V.; Sankar, M.R. Thermal, rheological, wettability and hard machining performance of MoS2 and CaF2 based minimum quantity hybrid nano-green cutting fluids. J. Mater. Process. Tech. 2019, 266, 125–139. [Google Scholar] [CrossRef]
- Zhen, J.; Li, F.; Zhu, S.; Ma, J.; Qiao, Z.; Liu, W.; Yang, J. Friction and wear behavior of nickel-alloy-based high temperature self-lubricating composites against Si3N4 and Inconel 718. Tribol. Int. 2014, 75, 1–9. [Google Scholar] [CrossRef]
- Cheng, J.; Zhen, J.; Zhu, S.; Yang, J.; Ma, J.; Li, W.; Liu, W. Friction and wear behavior of Ni-based solid-lubricating composites at high temperature in a vacuum environment. Mater. Des. 2017, 122, 405–413. [Google Scholar] [CrossRef]
- Wu, G.; Xu, C.; Xiao, G.; Yi, M.; Chen, Z. Structure design of Al2O3/TiC/CaF2 multicomponent gradient self-lubricating ceramic composite and its tribological behaviors. Ceram. Int. 2018, 44, 5550–5563. [Google Scholar] [CrossRef]
- Yang, X.; Cheng, J.; Song, P.; Wang, S.; Yang, L.; Wang, Y.; Mao, K. Wear behavior of cold pressed and sintered Al2O3/TiC/CaF2-Al2O3/TiC laminated ceramic composite. Acta Metall. Sin. Engl. 2013, 26, 157–166. [Google Scholar] [CrossRef] [Green Version]
- Chen, Z.; Guo, N.; Ji, L.; Xu, C. Synthesis of CaF2 nanoparticles coated by SiO2 for improved Al2O3/TiC self-lubricating ceramic composites. Nanomaterials 2019, 9, 1522. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Grigoriev, S.N.; Fedorov, S.V.; Hamdy, K. Materials, properties, manufacturing methods and cutting performance of innovative ceramic cutting tools—A review. Manuf. Rev. 2019, 6, 1–27. [Google Scholar] [CrossRef] [Green Version]
- Zhu, S.; Cheng, J.; Qiao, Z.; Yang, J. High temperature solid-lubricating materials: A review. Tribol. Int. 2019, 133, 206–223. [Google Scholar] [CrossRef]
- Zuomin, L.; Childs, T.H.C. The study of wear characteristics of sintered high speed steels containing CaF2, MnS and TiC additives at elevated temperature. Wear 2004, 257, 435–440. [Google Scholar] [CrossRef]
- Kotkowiak, M.; Pisasecki, A.; Kukula, M. Laser alloying of bearing steel with boron and self-lubricating addition. Arch. Mech. Technol. Mater. 2016, 36, 7–11. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Cheng, J.; Niu, M.; Tan, H.; Liu, W.; Yang, J. Microstructure and high temperature tribological behavior of Fe3Al–Ba0.25 Sr0.75 SO4 self-lubricating composites. Tribol. Int. 2016, 101, 81–87. [Google Scholar] [CrossRef]
- Sadrabadi, P.; Eisenlohr, P.; Wehrhan, G.; Stäblein, J.; Parthier, L.; Blum, W. Evolution of dislocation structure and deformation resistance in creep exemplified on single crystals of CaF2. Mater. Sci. Eng. A Struct. 2009, 510–511, 46–50. [Google Scholar] [CrossRef]
- Sharma, S.M.; Anand, A. Friction and wear behaviour of Fe-Cu-C based self-lubricating material with CaF2 as solid lubricant. Ind. Lubr. Tribol. 2017, 69, 715–722. [Google Scholar] [CrossRef]
- GOST 5632-2014. Stainless Steels and Corrosion Resisting, Heat-Resisting and Creep Resisting Alloys; Grades, Interstate Council for Standardization, Metrology and Certification (ISC): Moscow, Russia, 2015. [Google Scholar]
- Jianxin, D.; Tongkun, C. Self-lubricating mechanisms via the in situ formed tribofilm of sintered ceramics with CaF2 additions when sliding against hardened steel. Int. J. Refract. Met. Hard Mater. 2007, 25, 189–197. [Google Scholar] [CrossRef]
- Gray, P.; Scott, S.K. Chemical Oscillations and Instabilities: Non-Linear Chemical Kinetics; Clarendon Press: Oxford, UK, 1994. [Google Scholar]
- Sagués, F.; Epstein, I.R. Nonlinear chemical dynamics. Dalton Trans. 2003, 7, 1201–1217. [Google Scholar] [CrossRef]
- Brezinová, J.; Guzanová, A.; Maruschak, P.; Lorincová, D. Study of wear processes of weld clads. Acta Metall. Slovaca 2014, 20, 167–176. [Google Scholar] [CrossRef] [Green Version]
- Samal, P.J.; Newkirk, J. ASM Handbook, Volume 7: Powder Metallurgy; ASM International: Kinsman Road, OH, USA, 2015. [Google Scholar] [CrossRef]
- Antusch, S.; Reiser, J.; Hoffmann, J.; Onea, A. Refractory materials for energy applications. Energy Technol. 2017, 5, 1064–1070. [Google Scholar] [CrossRef] [Green Version]
- Lockman, Z. 1-Dimensional Metal Oxide Nanstructures: Growth, Properties, and Devices; CRC Press, Taylor&Francis Group: Boca Rota, FL, USA, 2019. [Google Scholar]
- Graf, M.; Ullmann, M.; Korpala, G.; Wester, H.; Awiszus, B.; Kawalla, R.; Behrens, B.-A. Forming and oxidation behavior during forging with consideration of carbon content of steel. Metals 2018, 8, 996. [Google Scholar] [CrossRef] [Green Version]
- Chen, R.; Yeun, W. Review of the high-temperature oxidation of iron and carbon steels in air or oxygen. Oxid. Met. 2003, 59, 433–468. [Google Scholar] [CrossRef]
- Basuki, E.A.; Nababan, D.C.; Muhammad, F.; Korda, A.A.; Prajitno, D.H. Isothermal oxidation behaviour of 69.5Fe-14Ni-9Al-7.5Cr alloy at high temperatures. Int. J. Coros 2019, 8517648. [Google Scholar] [CrossRef]
- Scendo, M.; Zorawski, W.; Goral, A. Influence of nickel powders on corrosion resistance of cold sprayed coatings on Al7075 substrate. Metals 2019, 9, 890. [Google Scholar] [CrossRef] [Green Version]
- Zhang, P.; Li, X.-H.; Moverare, J.; Peng, R.L. The iron effect on oxidation and interdiffusion behaviour in MCrAlX coated Ni-base superalloys. Mater. Des. 2019, 166, 107599. [Google Scholar] [CrossRef]
- Ding, R.; Knaggs, C.; Li, H.; Li, Y.G.; Bowen, P. Characterization of plastic deformation induced by machining in a Ni-based superalloy. Mater. Sci. Eng. A Struct. 2020, 778, 139104. [Google Scholar] [CrossRef]
- Kaczmar, J.; Granat, K.; Kurzawa, A.; Naplocha, K.; Grodzka, E. Manufacturing, physical and tribological properties of Cu-ETP based MMC strengthened with Al2O3 particles. Technológy 2013, 2, 35–39. [Google Scholar]
- Mrowec, S.; Grzesik, Z. Oxidation of nickel and transport properties of nickel oxide. J. Phys. Chem. Solids 2004, 65, 1651–1657. [Google Scholar] [CrossRef]
- Epstein, I.R.; Pojman, J.A.; Stenbock, O. Introduction: Self-organization in nonequilibrium chemical systems. Chaos 2006, 16, 37101. [Google Scholar] [CrossRef] [PubMed]
- Maruschak, P.O.; Panin, S.V.; Zakiev, I.M.; Poltaranin, M.A.; Sotnikov, A.L. Scale levels of damage to the raceway of a spherical roller bearing. Eng. Fail. Anal. 2016, 59, 69–78. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components, wt % | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | W | Cr | Mo | Ti | Al | V | Co | B | Ce | Ni | CaF2 |
| 0.04–0.10 | 4.5–6.5 | 9.0–12.0 | 4.0–6.0 | 1.4–2.0 | 3.6–4.5 | 0.2–0.8 | 12.0–16.0 | 0.001–0.002 | 0.001–0.002 | basis | 4.0–8.0 |
| Composition wt % | Bending Strength σs (σPa) | Impact Resistance KC (J/m²) | Hardness (HBS) |
|---|---|---|---|
| EI929 + 4 CaF2 | 570–630 | 640–670 | 258–263 |
| EI929 + 6 CaF2 | 550–620 | 620–650 | 256–262 |
| EI929 + 8 CaF2 | 540–590 | 610–520 | 255–261 |
| Components, wt % | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | W | Cr | Mo | S | Si | V | Mn | Ni | P | Fe |
| 0.10–0.16 | 1.60–2.00 | 10.5–12.0 | 0.35–0.50 | to 0.025 | to 0.6 | 0.18–0.30 | to 0.6 | 1.50–1.80 | to 0.030 | basis |
| Composition, wt % | Friction Coefficient at 873 K | Friction Coefficient at 1273 K | Friction Coefficient at 1473 K | Wear Rate, µm/km at 873 K | Wear Rate, µm/km at 1273 K | Wear Rate, µm/km at 1473 K | Maximum Allowable Temp., K |
|---|---|---|---|---|---|---|---|
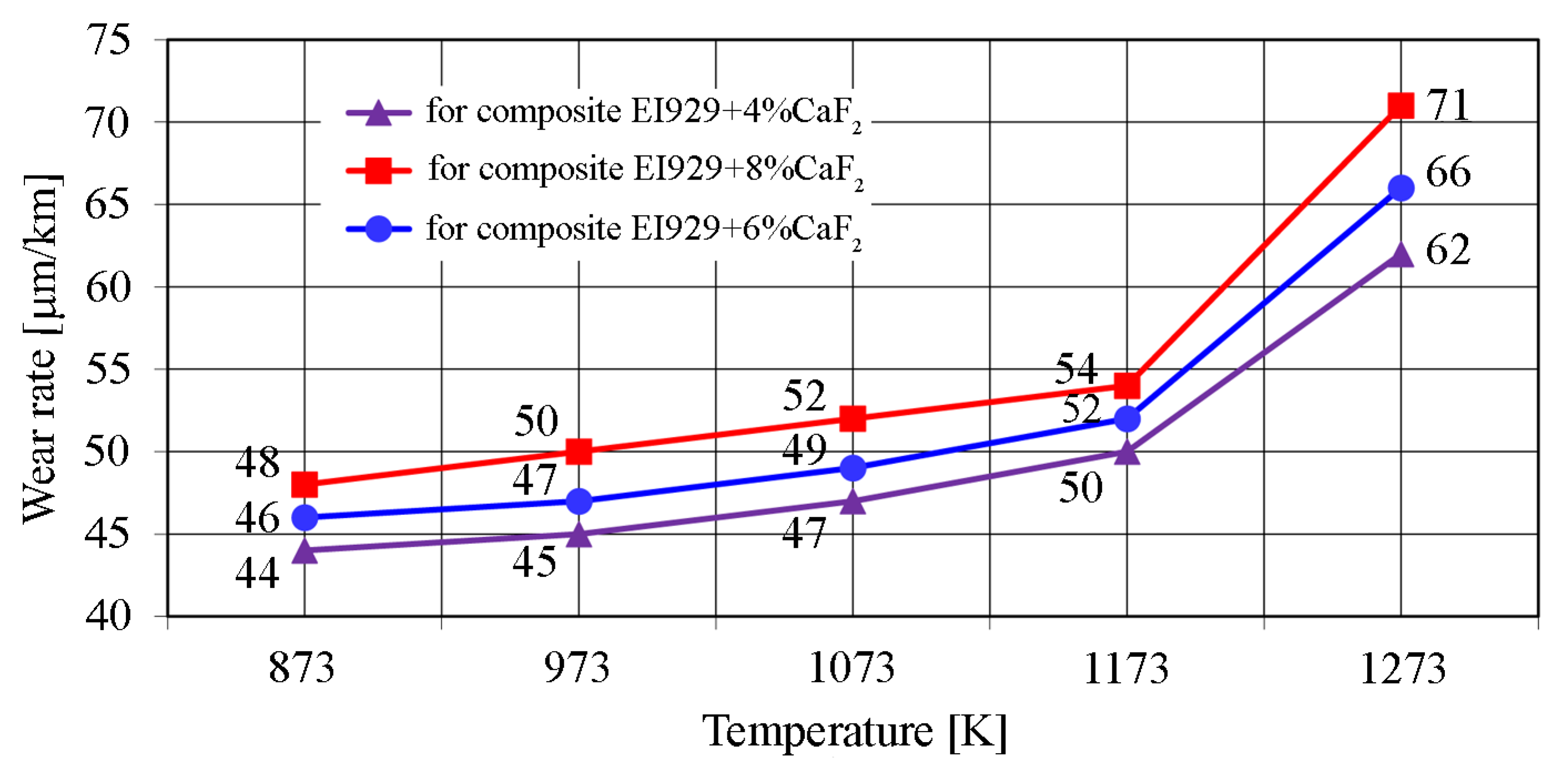
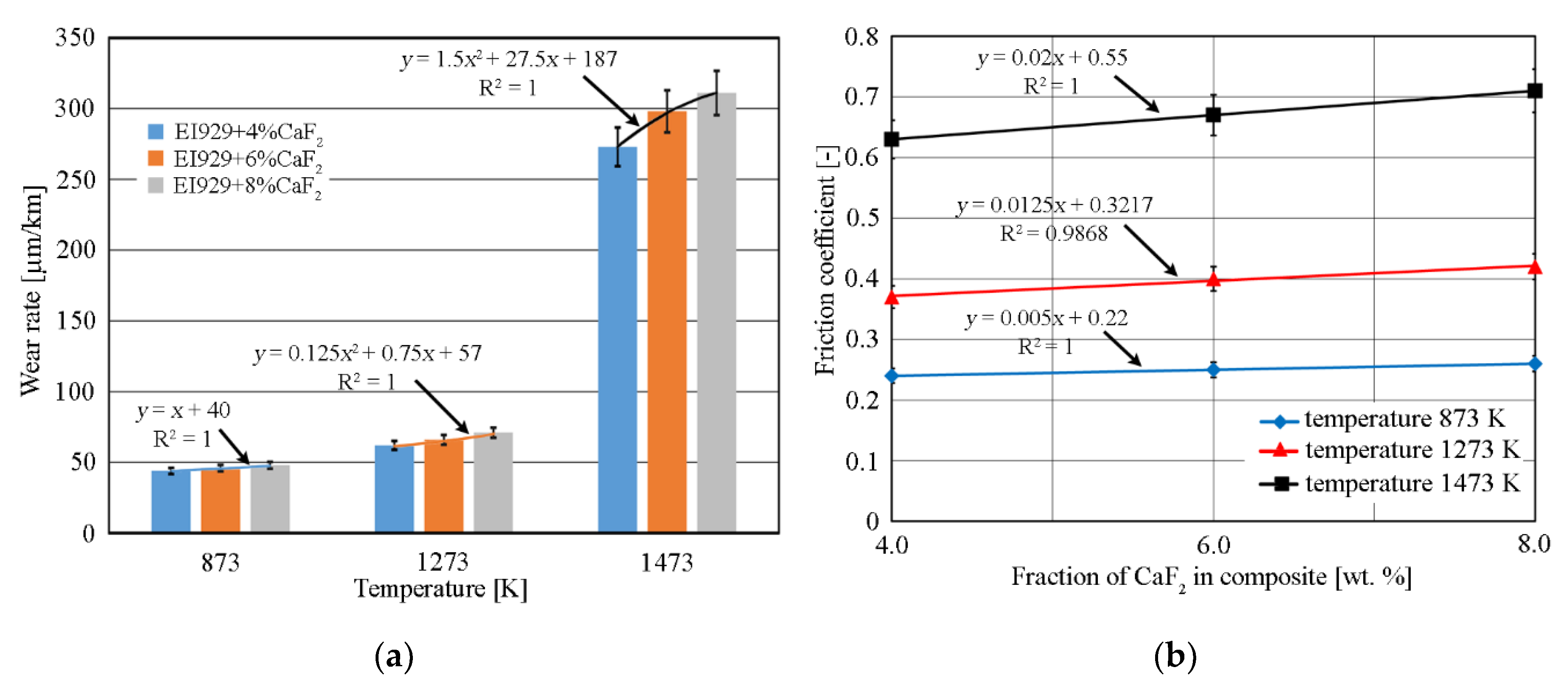
| EI929 + 4 CaF2 | 0.24 | 0.37 | 0.63 | 44 | 62 | 273 | 1273 |
| EI929 + 6 CaF2 | 0.25 | 0.40 | 0.67 | 46 | 66 | 298 | 1273 |
| EI929 + 8 CaF2 | 0.26 | 0.42 | 0.71 | 48 | 71 | 311 | 1273 |
| Solid Oxides, wt % at 1073/1173 K | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Cr2O3 | FeO | NiO | CaO | V2O5 | TiO2 | Al2O3 | Co3O4 | CeO2 | B2O3 |
| 0.24/0.34 | 0.14/0.26 | 0.12/0.18 | 0.05/0.07 | 0.07/0.09 | 0.08/0.12 | 0.09/0.11 | 0.11/0.14 | 0.01/0.02 | 0.01/0.02 |
| Description | RSm (μm) | Rv (μm) | Rp (μm) | Ra (μm) | Rz (μm) | Rq (μm) | Ir |
|---|---|---|---|---|---|---|---|
| 3D-Image Viewer before abrasion | 34.05 | 0.74 | 0.56 | 0.14 | 1.70 | 0.20 | 240 μm |
| 3D-Image Viewer after abrasion | 23.29 | 0.94 | 0.85 | 0.21 | 2.20 | 0.23 | 240 μm |
| MarSurf Page 2 before abrasion | 41.925 | 1.089 | 0.722 | 0.211 | 1.810 | 0.287 | 4 mm |
| MarSurf Page 2 after abrasion | 27.031 | 1.053 | 1.228 | 0.259 | 2.281 | 0.341 | 4 mm |
| Operating Temperature | Damage Type and Scale Level | Possible Causes | Mechanism of Deformation Process Evolution |
|---|---|---|---|
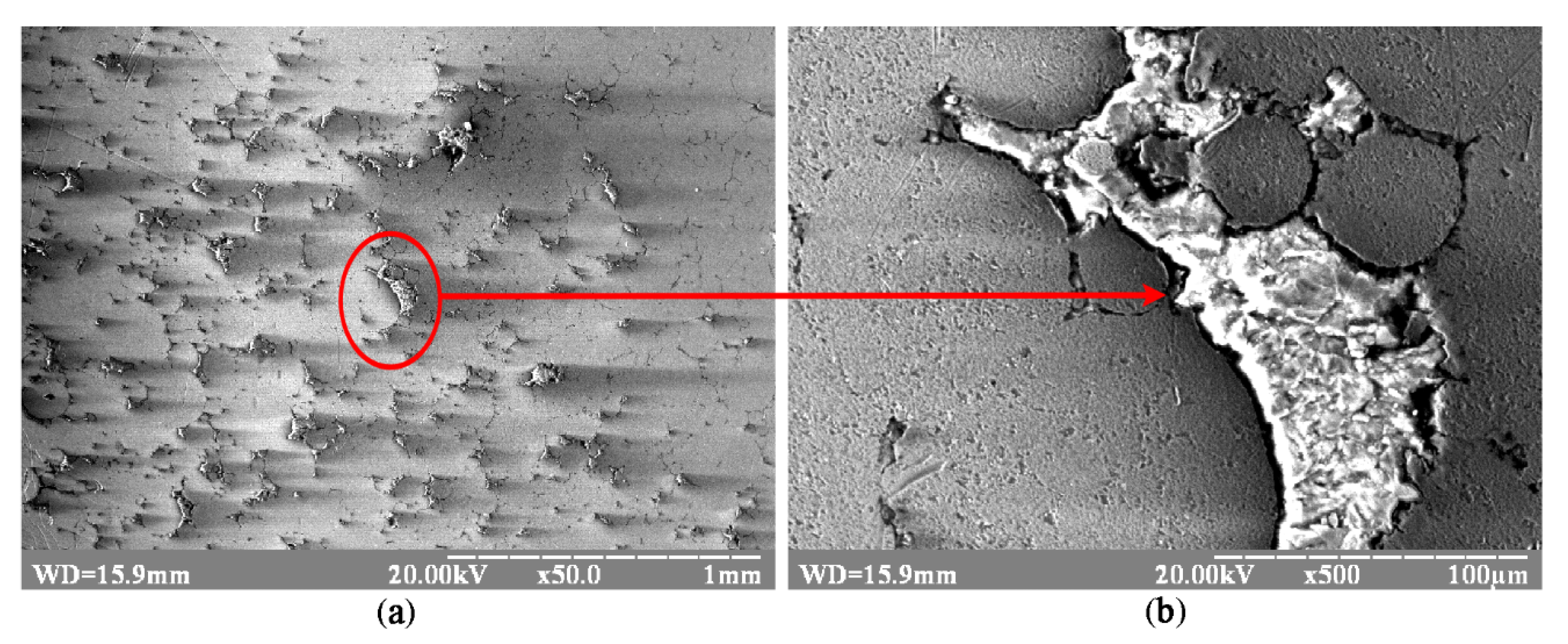
| 873–973 K | Striping of the furrow along the abrasion direction, slight exfoliation and fragmentation of the created layer of oxygen film, (micro-level, units or tens of μm). | Plastic grinding of CaF2, delamination of oxide film layers combined with adhesive re-tacking to the friction surface. Plastic deformation at the bottom of the furrows in places without the presence of CaF2 lubricant. Fragmentation of the oxide layer and micro cutting. Some loose abrasive. | Mixed abrasive wear: the advantage of adhesive wear over abrasive wear. |
| 973–1173 K | Micro cutting, intensification of deep grooving, formation of micro craters, (micro-level, units or tens of μm). | Intensification of opening the lubricant pocket. Fragmentation of the oxide layer and micro cutting. Increased amount of loose abrasive. | Mixed abrasive wear: balance between adhesive and abrasive wear. |
| 1173–1273 K | Meso-cutting. Deep furrowing and formation of extensive craters. Local breaks out of large fragments of material, (micro-level, units or tens of μm and locally, (meso-level, units or tens of centesimal μm). | Loss of stability of CaF2 lubricant. CaF2 leaching. Micro cutting—with fragments of the detached oxygen film. Increased intensity of abrasive mechanical wear. A significant amount of loose abrasive. | Main mechanism of abrasive wear. There was also a small presence of adhesive tack locally. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kurzawa, A.; Roik, T.; Gavrysh, O.; Vitsiuk, I.; Bocian, M.; Pyka, D.; Zajac, P.; Jamroziak, K. Friction Mechanism Features of the Nickel-Based Composite Antifriction Materials at High Temperatures. Coatings 2020, 10, 454. https://doi.org/10.3390/coatings10050454
Kurzawa A, Roik T, Gavrysh O, Vitsiuk I, Bocian M, Pyka D, Zajac P, Jamroziak K. Friction Mechanism Features of the Nickel-Based Composite Antifriction Materials at High Temperatures. Coatings. 2020; 10(5):454. https://doi.org/10.3390/coatings10050454
Chicago/Turabian StyleKurzawa, Adam, Tetiana Roik, Oleg Gavrysh, Iuliia Vitsiuk, Miroslaw Bocian, Dariusz Pyka, Pawel Zajac, and Krzysztof Jamroziak. 2020. "Friction Mechanism Features of the Nickel-Based Composite Antifriction Materials at High Temperatures" Coatings 10, no. 5: 454. https://doi.org/10.3390/coatings10050454