
Abstract
An experimental and numerical research program is executed to investigate the fatigue lifetime increase due to grinding-type post-weld treatment method. Plate edge gusset, longitudinal attachment and T-type joint specimens are investigated using fatigue test results, numerical models and mathematical statistical tools. The favourable impact of grinding on fatigue lifetime of the analysed joints is commonly known for researchers. However, considering the lifetime increasing effect is mainly based on experimental results. In the current research program, numerical models for as-welded and post-weld-treated specimens are developed and the lifetime increasing effect of weld treatment is investigated using effective notch stress (ENS) method. Fatigue tests are executed on as-welded and weld-treated specimens, and their results are comparatively evaluated based on numerical calculations and measured lifetimes. The results prove that the fatigue lifetime of weld treated (ground) details can be predicted with high accuracy by applying modified weld geometry in the numerical model and ENS method. Based on the current investigation, it is proved that the advantage of weld geometry treatment method comes mainly from the modification of the weld geometry at the fatigue critical point. Results also show that the same S-N curve can be applied for both as-welded and ground specimens, if the modified weld geometry is implemented in the numerical model.
Similar content being viewed by others

1 Introduction
Nowadays, as a consequence of the production cost reduction of high-strength steels (HSS) their application increases in the practice of structural engineering as well. Although structures made of HSS can be economical in numerous cases, the fatigue behaviour of HSS structures is the barrier of their wide application in fatigue-sensitive structures, like bridges. According to the current standard design rules and International Institute of Welding (IIW) recommendations, the fatigue resistances of as-welded normal-strength steel (NSS) and high-strength steel (HSS) specimens are identical. Therefore, advantages of HSS cannot be considered in the design, if fatigue governs the limit state. To utilize the benefits of HSS material, post-weld treatment (PWT) methods were developed in the past to improve the fatigue lifetime of fatigue-sensitive structural details. Previous investigations on treated specimens showed that HSS structures have more favourable fatigue properties than NSS, and their application could be economical for bridges as well.
The PWTs can be divided into two main categories. The first type of methods is residual stress methods. In case of these approaches, the reasons for increased fatigue strength are the change in residual stress pattern of the structure by introducing compressive stress in the fatigue critical area, the modification of local geometry of details and the local work hardening of the material. Residual stresses can be modified by thermal methods, like spot heating or thermal stress relief, or mechanical methods, like shot peening or high frequency impact treatment. Another type of PWTs is the weld geometry improvement method. The main aim of these processes is the modification of the weld geometry (residual stresses are partly modified, but it is not the main goal). These methods can reduce the stress concentration at the fatigue critical point, and they can remove defects at the weld toe. Different remelting techniques and grinding methods belong to this PWT technique. From these approaches, the grinding methods are the most economical because they require the simplest devices and the implementation of grinding does not require specific qualifications.
The post-weld treatment methods have clear fatigue lifetime increasing effect. However, the way how to consider them in the design process is still not clarified. Recommendations for optional fatigue detail class increases are available in the international literature, but they are different for different detail classes and treatment methods. Therefore, the applied post-weld treatment method should be investigated for each cases and proved by own fatigue test results, which are time and cost consuming. Numerical tools could serve a more general solution, which could be able to consider the effect of the treatment method in the fatigue stress range calculation by improving the applied geometrical model. Therefore, the current research program focuses on the application of numerical fatigue assessment methods (effective notch stress method) in the consideration of post weld treatment methods. Two of the weld geometry improvement techniques are studied in the current paper: (i) burr grinding, evaluated on the fatigue lifetime of non-loaded cruciform and longitudinal attachment specimens, and (ii) disc grinding, studied on plate edge gusset joints. The effective notch stresses for as-welded and treated specimens are calculated on the numerical model (as-welded and treated geometries are studied separately). Results are compared to investigate the effect of grinding on the fatigue lifetime and applicability of the effective notch stress method is discussed considering post weld treatment methods.
2 Literature review
2.1 Effective notch stress method
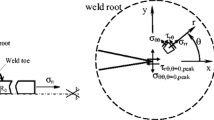
The effective notch stress method is a local stress-based numerical fatigue approach, which has a large research background in the international literature [1,2,3,4]. The basic idea of the method comes from Neuber’s micro-support hypothesis [5]. The basis of the main assumption is that the calculated stress at the crack tip is proportional to the reciprocal of the square root of crack tip radius using linear-elastic theory [6]. If the radius equals to zero (sharp notch), the theoretical stress would be infinite. The bearable failure stress of “V”-shaped notched parts indicates that a microstructural support occurs at the notch tip in cases of high-cycle fatigue. Neuber’s concept takes account for this phenomenon as averaging the stress in the direction of crack propagation over a predefined length according to Fig. 1a (stress averaging approach). The stress averaging (Eq. 1) is performed by integration of the theoretical stresses along crack ligament.

Neuber’s micro-support theory. a Actual notch. b Substitute notch [6]
Based on this stress averaging approach, a simplified method [7], the notch rounding method, was introduced (Fig. 1b). The average stress (Eq. 1) in the notch can alternatively be calculated with a modified notch geometry, where the actual notch radius is enlarged. This enlarged notch radius is called fictitious or reference radius. The calculation method of the reference radius according to Neuber is given by Eq. 2 [6].
where the parameter s is the factor for stress multiaxiality and strength, which depends on the loading mode; parameter ρ is the actual notch radius, from which the theoretical stress field can be calculated. According to Neuber, the reference radius should be set to 1 mm for steel specimens (s = 2.5 and ρ* = 0.4 mm) coming from the worst-case scenario, when the crack tip is sharp, and the real radius equals to zero. The fatigue detail class to be applied using this method was derived from test results. Applying the nominal stresses on the FE models of different structural details, the local 1st principal stress was calculated at the fatigue critical point, and the new fatigue class related to the local approach was calculated from the ratio of nominal and local stresses. The recommended effective notch fatigue detail class is FAT225 [6] using a reference radius of 1 mm and applying 1st principal stress. This detail class has been converted to von Mises stresses by Sonsino [8], and the equivalent fatigue class for the application of von Mises stresses is FAT 200.
It is also known that this method has fundamental limits. It is restricted to welded joints which are expected to fail starting from the weld root or toe. It is suggested that the flank angles are approximately 30° for butt welds and 45° for fillet welds. Moreover, the thickness of investigated elements cannot be less than 5 mm, when rref = 1 mm reference radius is applied. The experimental results, investigated in this paper, suit all of these requirements. It is important to mention that analysing the applicability of ENS method is not the aim of the current study. The current paper focuses on the investigation of two weld geometry treatment methods. Test results of as-welded and weld-treated (ground) specimens are compared and the applicability of effective notch stress-based approach in the fatigue assessment process is evaluated and discussed.
2.2 Weld geometry treatment (WGT) methods
This class of weld treatment methods modifies only the weld geometry, and they have just a slight effect on the residual stresses coming from the welding process as proved by [9,10,11]. The fatigue lifetime is increased by removing the possible defects of the weld toe. The main benefit of these treatment methods is that they reduce the stress concentration at the critical point by modification of the weld shape geometry. Different machining or remelting methods belong to these treatment methods. Using remelting techniques, the weld toe shapes are improved and the slag inclusions and weld toe undercuts are removed. The most common ways are the TIG dressing and plasma dressing. The machining methods are mostly grinding techniques described in a detailed manner in [12,13,14]. Two main versions of this technique are the burr and disc grinding. In the current paper both methods are investigated by laboratory tests and numerical tools using effective notch stress (ENS) method. The burr grinding weld treatment method is a procedure where a high speed grinder is used for removing defects of weld surface and modifying its original geometry. In general, only the weld toe is ground and the stress concentration effect of the weld geometry is reduced. The new surface of the treated plates is at least 0.5 mm below the original surface of the base plate, but should not exceed 2.0 mm or 7% of the treated plate thickness [15]. Also, disc grinding is used for modifying the weld shape and removing defects and undercuts of the weld. This method is more economical than burr grinding. However, test results showed larger scatter in the fatigue lifetimes, and burr grinding is more favourable because the fabrication scratches of burr grinding are parallel to the direction of fatigue loads. In case of disc grinding, they usually are perpendicular [11].
2.3 Effect of WGTs on the fatigue detail class
According to the recommendations of IIW, the effect of grinding techniques can be taken into account by increasing the allowable stress range with a factor of 1.3 [16]. In addition, the constant amplitude fatigue limit can be relocated at 2 × 106 number of cycles. The favourable effect of grinding can show up only in cases of welded details. Thus the treatment benefits apply only to FAT 90 [17] or lower fatigue detail classes, as shown in Fig. 2. Higher fatigue detail classes include only non-welded details.

Benefit and limitation of improvement for burr ground steel weldments, S-N curves from IIW Fatigue Design Recommendations [15]
If structural stress (hotspot or effective notch) method is used for fatigue assessment, the improvement factor considering weld treatment needs to be derived from equivalent details using its fatigue detail class based on nominal stresses according to the previous recommendations.
2.4 Fatigue test results of T-joint, burr ground specimens
In the current study, the results of three different experimental research programs are analysed. One of the investigated experimental program is carried out by Pedersen et al. [18] at the Aalborg University in Denmark, investigating T-joint specimens (Fig. 3). The specimens were produced from Domex 700 steel, manufactured by a Danish crane manufacturer company and loaded by four-point bending in the laboratory. The geometry, the dimensions of specimens and the test layout are shown in Fig. 3. The research program studied the effect of burr grinding on the fatigue behaviour of the tested specimen type.

Geometry and test layout of the T-joint specimens [18]
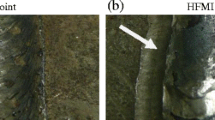
The fatigue tests were carried out by using a hydraulic fatigue testing machine using constant amplitude fatigue load with a stress ratio equal to 0.1. The specimens were tested in as-welded and burr ground stages as well (Figs. 4 and 5). The post-weld treatment process was a two-stage procedure; firstly, a rough tungsten carbide burr was applied with a diameter of 8 mm. Then, treatment was finished with a fine grinder (Ø 6 mm). Fatigue test results are summarized in Table 1. The counted cycles belong to the fracture of the specimens, and the given fatigue strengths are nominal stresses. These results are investigated by the ENS method to investigate the geometrical post-weld treatment of welded structural details.

Photo of as-welded (AW) and burr ground (BG) T-joint specimens [18]

Micrographs of as-welded (AW) and burr ground (BG) T-joint specimens [18]
2.5 Fatigue test results of longitudinal attachment, burr ground specimens
The second experimental dataset comes from a study by Puthli et al. [19]. The effect of grinding post-weld treatment was investigated by fatigue testing of longitudinal attachment specimens. The research program was carried out at Karlsruhe Institute of Technology, in Germany. The specimens were produced from S690QL steel and loaded by servo-hydraulic machine. Tests were performed using constant amplitude axial fatigue loading with a stress ratio of R = 0.2. Geometry and dimensions of the specimens are shown in Fig. 6. The research program investigated the effect of burr grinding on the fatigue behaviour of the tested specimen type.

Longitudinal attachment specimens with attachment lengths equal to a 80 mm and b 200 mm [19]
Unfortunately, all the test results were not published in [19], but fatigue strengths, which are calculated by a slope of m = 3, are given in Table 2. These values are used in the comparison of as-welded and treated results in the current research.
3 Current experimental research program
The effect of disc grinding treatment method is analysed by our own fatigue test results. Experimental research program is carried out at the BME Department of Structural Engineering, in Hungary. In the framework of the experimental program, the fatigue strength of as-welded and disc ground specimens are determined and test results are evaluated using the ENS method. Total of 18 fatigue tests are carried out on plate edge gusset joint (II-type specimens). The geometries and dimensions of the specimens are shown in Fig. 7. Two different thicknesses are used, t = 10 mm (II-10) and t = 18 mm (II-18). All specimens are butt welded through the whole thickness of the steel plate. The rounding of the gusset was fabricated previous welding with a radius of 400 mm. Six specimens are made of S420 HSS and the other 12 specimens are made of S235 NSS material. Both specimen types are tested in as-welded and disc ground stages for direct comparison purposes. The grinding treatment was performed along the four weld lines in a 100 mm length region from the ends of the welds. The grinding process moved from the end of the welds towards the middle of specimen. Thus, the direction of the scratches is perpendicular to the axis of welds. Thickness of the specimens is chosen to satisfy the condition that the tensile resistance of specimen from NSS with a thickness of 18 mm and the specimen from HSS with a thickness of 10 mm are approximately equal.

Geometry of plate edge gusset type specimens
Specimens are loaded by a Mohr-Federhaff Losenhausen HUS40 pulsator (Fig. 8) applying pure axial tension force. The applied loads are sinusoidal cyclic load using constant amplitude. The minimum and maximum load levels are both tension, to eliminate the effect of the crack closure phenomenon. The minimum value of cyclic loads is 10 kN. During the fatigue tests, the number of cycles are measured and recorded. Two strain gauges are placed on each specimen to monitor the stress range change during lifetime, as shown in Fig. 8. At these points, strains are measured for 10 s with 0.2-s length interval and the stress range–cycle relationships are evaluated.

A broken specimen in the pulsator and the strain gauges on the II-type specimens
The main experimental results are the stress range–fatigue lifetime data (Fig. 9), which are summarized in Table 3. The fatigue lifetime of a specimen belongs to the total fracture of the specimen (Fig. 10). The table contains the ID of test specimen, the applied material and geometry, the post-weld treatment method, the applied stress ranges and the fatigue lifetime of each specimen. Based on the test results, the experimental S-N curves of the investigated as-welded and disc ground details are evaluated and plotted in Fig. 9. The diagram shows that there is a significant difference between the S-N curves of as-welded and disc ground specimens. It should be mentioned that test results suggest that the weld treatment method changes the slope of the S-N curve. There are not enough test results available to draw final conclusion for that, and thus, the international literature recommends to use the same S-N curve slope for the as-welded and weld-treated specimens as well [15]; therefore, the same slope is used in the further investigations.

Experimental S-N curves (mean) of II-type as-welded and disc ground specimens based on nominal stress ranges

Fracture surface of an II-type specimen
The ratio between fatigue strength (Nf = 2 × 106) of as-welded and disc ground specimens is therefore calculated based on the same S-N curve slopes. Results are presented in Table 4. The calculated values and the IIW recommendation are in good agreement (ratio is around 1.5); however, those are recommended for burr ground details. The question is, what is the origin of the favourable behaviour of disc grinding? The fatigue lifetime increase can come from the reduced tensile residual stresses at the critical point and from the modification of the local geometry of the weld. To answer the previous question, numerical investigations are executed and presented in the following sections using effective notch stress method.
4 Numerical research program
To calculate the effective notch stresses for each specimen, the numerical model of all the investigated specimens is developed. The parameters to be used in the finite element models for the application of the ENS method are given in the IIW recommendations [20, 21]. The numerical models, which are introduced in the following chapter, are developed according to that protocol.
4.1 Numerical model for T-joint specimens (acc. to Pedersen et al.)
The numerical model of T-joint specimens is developed using ANSYS 17.2 [22]. The numerical model is simplified to 2D plane model using plane strain conditions. Figure 11 shows the geometry and the applied finite element mesh of the models, which are based on 2D eight-node plane elements. The effective notch root and the weld toe radius are modelled by rref = 1 mm. The applied element size is 0.15 mm close to the fatigue critical point and 0.5 mm far from that. Taking advantages of the symmetry of specimens, only half of the T-section is modelled. At the axis of symmetry, the boundary conditions are set up according to the symmetry terms. In Pedersen’s research program [18], the specimens were loaded by four-point bending; hence, the support and the loads are set to those conditions. The model is loaded by a fictional load to determine the ratio of nominal and notch stresses (stress concentration factor) at the critical point. The executed calculations are linear elastic calculations. The effective notch stress, which is the 1st principal stress at the critical point, is used to determine the applicable S-N curves based on ENS method. The calculated nominal stress is 1.386 MPa, and the effective notch stress for the as-welded specimen is 2.693 MPa; the stress concentration factor is equal to 1.943.

FE mesh with boundary conditions and results of the ENS analysis of as-welded T-joint specimens
To investigate the effect of burr grinding, the local geometry of critical point was updated. The study of Pedersen et al. [18] gave the radius of the applied burr. These values can define the current shape of treated details; photos on the burr ground specimens (Fig. 12) are also used to determine the geometry of the numerical model. To calibrate the measurements in Fig. 12, a previously known length is necessary which can be the basis of the measurement. In this case, it is the throat thickness (4 mm). The geometry modification of the treatment is modelled by an arc, as shown in Fig. 12.

Throat thickness length and modelling parameters of the burr ground specimens (rbg = 2.14 mm, dbg = 0.25 mm, lbg = 6.62 mm)
A circle is framed into the contour of treated region (rbg, radius of the treatment zone); the fitting points are the end points and the midpoint of the arc. The horizontal position of the circle (lbg) is measured from the surface of the short plate, and its position is calculated from the measured depth (dbg) of the treatment. The geometry and applied FE mesh is presented in Fig. 13.

Model geometry and result of ENS analysis of burr ground T-joint specimens
The results of the numerical investigation show that there is a significant difference between effective notch stresses of as-welded and treated details. The effective notch stress equals to 2.7 MPa (Fig. 11) at the fatigue critical point of the as-welded specimen, while this value only equals to 1.982 MPa on the treated specimen (Fig. 13). The comparison shows that taking into account the modified geometry in numerical modelling is an important and necessary parameter of fatigue design. Further analysis of the results is given in Sect. 5.
4.2 Numerical model for investigating II-type specimens
Due to the complex geometry of these specimens, 3D numerical models are developed. The parameters of the model are based on the recommendations of IIW [20]. The model is based on a solid model using twenty-node structural solid elements (SOLID186). The effective notch root and weld toe radius are set to rref = 1 mm. The applied element size is equal to 0.15 mm close to the critical point and 0.5 mm at other regions. The geometry and the dimensions of the specimens can be seen in Fig. 14. The symmetry of the detail is used to reduce the number of the applied elements. In case of this type of specimens one eighth of the full specimen is modelled. The boundary conditions correspond to the symmetry conditions. The weld geometry is built by cylinders and spheres. The weld size on the surface of the base plate (bw) and the total thickness in the centre axis of the weld line (tw) are measured, and from these data, the radius (rw) and the vertical position (dw) of the centre of the circle are determined. The model is loaded by axial uniformly distributed load equals to 111 MPa. Linear elastic calculations are carried out by the model; thus, the numerical stress concentration factors are equal to the measured ones. The ENS of a specimen is the calculated 1st principal stress at the critical fatigue point of the detail, as shown in Fig. 15.

Geometry of FEM of II-type specimens and the as-welded weld shape (bw = 5.53 mm, tw 11.82 = mm, rw = 4.69 mm, dw = 3.76 mm)

Applied FE mesh and result of ENS analysis of as-welded II-type specimens
To study the effect of disc grinding on the fatigue lifetime, the geometry of the as-welded specimen is modified. After grinding, the convex surface of the weld is removed, and the surface of the base plate, the gusset and the welds become flat (Fig. 16). The numerical model of the treated specimen is built in the same way as the as-welded ones, except the weld geometry (Fig. 16). The fatigue critical point is the same as for the as-welded cases, at the end of the weld, at the intersection point of gusset and base plates. Further evaluation of the numerical results together with the test results are given in Sect. 5.

Geometry modification by disc grinding and the numerical model
4.3 Numerical model for investigating longitudinal attachments
In this case, 3D numerical models are developed due to the complex geometry of these specimens. The applied parameters match the recommendations of IIW [20]. The model is based on a solid model using twenty-node structural solid elements (SOLID186). The effective notch parameters are the same as for II-type specimen. The geometry and the dimensions of the specimens are presented in Fig. 17. In case of this specimen, one eighth of the full specimen is modelled. Boundary conditions correspond to the symmetry conditions. The model is loaded by axial load with an intensity of 100 MPa nominal stress.

Geometry and applied FE mesh of FEM of longitudinal attachment specimens
Linear elastic calculations are carried out to determine the numerically calculated stress concentration factor. The applied nominal stress within the loaded plate is 100 MPa. Effective notch stress of a specimen is the calculated 1st principal stress at the critical fatigue point of the detail (472.3 MPa), as shown in Fig. 18. To study the effect of disc grinding on the fatigue lifetime, the geometry of the as-welded specimens is modified. The numerical model of the treated specimen is built in the same way as the as-welded one; however, the effect of grinding is taken into account by a circle shape slot along the curve of weld toe with a radius of rdg and an undercut of ddg (Fig. 19). The results of the numerical investigations show that there is a significant difference between effective notch stresses of as-welded and treated details. For the analysed short attachment (80 mm), the effective notch stress equals to 472.3 MPa (Fig. 18) at the fatigue critical point; this value is only 334.9 MPa (Fig. 19) for treated specimen. The same tendency can be observed for long attachments (200 mm) as well. In case of as-welded conditions the value of effective notch stress is 541 MPa; however, it is only 320 MPa, when the geometry of model is updated by the modified geometry due to burr grinding.

Result of ENS analysis of as-welded longitudinal attachment specimens

Geometry modification of the numerical model by disc grinding (ddg = 0.45 mm; rdg = 4 mm for short attachment and rdg = 7 mm for long attachment) and the results
5 Statistical evaluation of fatigue test results
The objective of the statistical evaluation is to answer the question, how large is the geometry modification effect on the fatigue lifetime increase in case of grinding post-weld treatment method. Bases of comparison are experimental S-N curves of as-welded and treated specimens. In this section, the ENS based S-N curves of the T-type, II-type and longitudinal attachment specimens are statistically evaluated and compared to previous design recommendations.
5.1 Burr grinding of T-type specimens
The effective notch stress for all test specimens introduced in [18] is determined by using the developed numerical model. The results are plotted and compared based on the effective notch stresses determined on the as-welded and burr ground numerical models (Fig. 20). Figure 20 a presents the results, if effective notch stresses are evaluated based on the as-welded numerical model and the fatigue lifetimes obtained from the experiments. The results show that the as-welded and the burr ground specimens are located on two different S-N curves. This comparison clearly shows the fatigue lifetime increasing effect of the grinding treatment. However, if the treated test results are evaluated based on the updated numerical model which contains the modified shape of the ground weld geometry (Fig. 20b), the test results of the as-welded and weld treated specimens are overlapping and located on the same S-N curve.

Experimental S-N curves of as-welded and burr ground T-joint specimens based on effective stresses calculated on a as-welded model, b using updated weld geometry
This evaluation means that the fatigue lifetime increasing effect of the burr grinding comes mainly from the modification of the weld geometry. Results also prove that implementation of treated weld geometry in the numerical model can follow the fatigue lifetime increasing effect of burr grinding; ENS method is applicable for treated specimens as well.
Mathematical statistical tool is used to check if the two datasets can be considered to be identical or not. In the statistical evaluation, it is assumed that the slopes of the as-welded and burr ground S-N curves are identical, as recommended by the IIW. Student’s t test is applied to investigate if the logA (intercept of logN axis by S-N curve) values of the two S-N curves are identical or different. According to the Student’s t test it can be stated, that the results of the experiments belong to the same data set, the logA values are identical. These results prove that the effective notch stress method is a useful tool to investigate the fatigue lifetime of post-weld-treated specimens (burr ground details) as well as using the modified weld geometry in the numerical model. The same fatigue detail class is applicable for the as-welded and weld-treated specimens if the effective notch stresses are calculated based on the actual geometry of the test specimens.
5.2 Disc grinding of II-type specimens
The evaluation of the II-type specimens is conducted in the same way as for the T-joint specimens. Effective notch stress for all test specimens introduced in Table 3 is determined by using the developed numerical model. The as-welded and disc ground S-N curves are plotted and compared based on the effective notch stresses determined by the as-welded numerical model (Fig. 21a) in the same way as for the T-joint specimens. The results show that the as-welded and disc ground fatigue test results are significantly different, which clearly show the fatigue lifetime increasing effect of disc grinding. The effective notch stresses are also calculated by the modified numerical model for the disc ground specimens, and the results are presented in Fig. 21b. It can be seen that test results are much closer to each other using the numerical model having the modified weld geometry.

Experimental S-N curves of as-welded and disc ground II-type specimens based on effective stresses calculated on a as-welded model, b using updated weld geometry
The statistical analysis of the logA values of two datasets is also conducted. The null hypothesis is that the logA values of S-N curves of as-welded and ground specimens are equal. The result of Student’s t test (Fig. 22) shows that the t-statistic (red line) is in the confidence interval ([−tcrit; tcrit]); hence, the null hypothesis is correct. Thus, the S-N curves of as-welded and disc ground specimens overlap each other if the weld geometry is updated in the numerical model [23] and we assume that the slope of the two S-N curves is the same. It means that the fatigue lifetime increasing effect of disc grinding comes mainly from the modification of the original weld geometry. The effective notch stress method seems to be an effective tool to investigate the as-welded and the disc ground specimens as well; same S-N curve could be used for both specimen types if the weld geometry is modified in the numerical model accordingly.

Student’s t test of as-welded and disc ground datasets
5.3 Burr grinding of specimens with longitudinal attachments
In this case, the statistical analysis of as-welded and treated S-N curves cannot be performed, because the fatigue test results are not published in Puthli’s study. However, the fatigue strengths (Nf = 2 × 106), calculated from test results, are given for as-welded and burr ground specimens as well (Table 5—FAT from test). Therefore, fatigue strength of as-welded and treated details can be compared. At first, the fatigue strength ratios of treated and as-welded specimens are calculated. Using these values (Table 5—Improving factor (test)) the fatigue resistance increasing effect of grinding is evaluated. On the other hand, using the results of FE models, the numerically estimated effect of weld treatment is also determined. The difference between the effective notch stresses calculated at fatigue critical point (Table 5—Results of FEA) represent the difference between as-welded and treated specimens. The results show that for each analysed geometry, the same S-N curve can be applied, if ENS method is used. Thus, the ratio between effective notch stresses of as-welded and burr ground specimens represents the effect of treatment method (Table 5—Improving factor (FEA)). The measured and calculated effect of treatment method are compared, as shown in Table 5 (Difference of test and FEA results). The differences show good agreement between test results and numerical calculations; the differences are less than 2%.
Applying the short (80 mm length) attachment, the burr grinding treatment method could increase the fatigue strength by 43%. For this geometry, the numerical calculations predicted 41% fatigue resistance increase. In case of long attachments (200 mm), the values of the measured and calculated fatigue strength increase are both 69%. Therefore, it can be concluded that ENS method can be favourable to estimate the fatigue strength improvement effect of burr grinding weld treatment method if the modified geometry of the weld toe is implemented in the numerical model. It can be also observed that the effect of weld treatment methods can be more than 30%; in some cases, it can be ~ 70%. However, the IIW recommends only 30% fatigue strength increase for all geometries. Application of FEA in investigating the effect of grinding post-weld treatment could serve a favourable and applicable research tool to investigate other geometries and to develop better and more economical fatigue design rules.
6 Conclusions
Investigation on the effect of post weld treatment method (grinding) of T- and II-type specimens and longitudinal attachments showed that the ENS method is a useful tool to analyse the fatigue lifetime increasing effect. Based on the results of the current experimental and numerical research program, the following conclusions are drawn:
If grinding post-weld treatment method is used, there is no need for the fatigue design curve modification based on experimental results; the fatigue detail class developed for as-welded specimens is applicable for treated specimens as well, if the exact (treated) weld geometry is applied in the numerical model for the calculation of the effective notch stresses.
Results proved that updating the weld geometry in the numerical model can take into consideration all fatigue lifetime increasing effects coming from grinding. It means that the favourable effect of grinding comes mainly from the geometry modification, and it can be assumed that the residual stress changes coming from the treatment method is negligible.
According to the investigations on longitudinal attachments, it can be observed that the effect of grinding treatment is highly dependent on the exact geometry of the studied detail. The value of fatigue strength improvement factor can significantly differ from the IIW recommendations; the difference can be more than 40%. However, applying ENS method with the updated weld geometry in the numerical model, the accurate improvement factor can be predicted, and a more favourable and economic fatigue design could be performed.
Applying ENS method, the optimal shape of the treated weld (radius and depth) can be determined and the efficiency of the treatment method could be optimized. One example for that is presented in the paper.
The current results proved that the effective notch stress method is an efficient and applicable method to determine the effect of post weld treatments if the weld geometry is changed without any significant modification of the residual stress pattern. Its application can be more economic; if there is no need to perform experimental research programs to calculate the influence of grinding techniques on the fatigue lifetime, it can be forecasted from results of numerical investigations. The presented results can give new application field to the notch stress based fatigue approach.
Abbreviations
- b w :
-
Width of weld on the surface of plate edge gusset specimen
- d bg :
-
Depth of burr grinding
- d w :
-
Vertical position of the centre of a virtual circle, which defines the shape of weld
- f :
-
Ratio the effective notch stresses of disc ground and as-welded specimens
- F :
-
Applied uniaxial load
- l bg :
-
Horizontal position of the centre of a virtual circle, which defines the burr grinding
- logA :
-
Intercept of logN axis by S-N curve
- N :
-
Fatigue lifetime
- r bg :
-
Radius of a virtual circle, which defines shape of burr grinding
- r ref :
-
Reference radius for effective notch stress approach
- r w :
-
Radius of a virtual circle, which defines shape of weld for plate edge gusset specimens
- s :
-
Support factor of Neuber’s micro-support theory
- S :
-
Stress range
- t :
-
Plate thickness of the specimen
- t w :
-
Plate thickness of the specimen in the axis of the weld for plate edge gusset specimens
- ρ :
-
Real notch radius
- ρ* :
-
Micro-support length
- σ av :
-
Average stress at the tip of a notch
- σ aw :
-
Effective notch stress of as-welded specimens
- σ dg :
-
Effective notch stress of disc ground specimens
References
Bertini L, Frendo F, Marulo G (2018) Fatigue life assessment of welded joints by two local stress approaches: The notch stress approach and the peak stress method. Int J Fatigue 110, no. January:246–253
Al Zamzami I, Susmel L (2018) On the use of hot-spot stresses, effective notch stresses and the Point Method to estimate lifetime of inclined welds subjected to uniaxial fatigue loading. Int J Fatigue 117, no. July:432–449
Radaj D, Sonsino CM, Fricke W (2006) Fatigue assessment of welded joints by local approaches: second edition. Woodhead Publishing, Cambridge
Radaj D (1996) Review of fatigue strength assessment of nonwelded and welded structures based on local parameters. Int J Fatigue 18(3):153–170
Radaj D, Lazzarin P, Berto F (2013) Generalised Neuber concept of fictitious notch rounding. Int J Fatigue 51:105–115
Sonsino CM, Fricke W, De Bruyne F, Hoppe A, Ahmadi A, Zhang G (2012) Notch stress concepts for the fatigue assessment of welded joints - background and applications. Int J Fatigue 34(1):2–16
Fricke W (2012) IIW recommendations for the fatigue assessment of welded structures by notch stress analysis: IIW-2006-09. Woodhead Publishing
Sonsino CM (2009) A consideration of allowable equivalent stresses for fatigue design of welded joints according to the notch stress concept with the reference radii rref = 1.00 and 0.05 mm. Weld World 53(3–4):R64–R75
KJ Kirkhope, R Bell, L Caron, and RI Basu (1997) “Weld detail fatigue life improvement techniques, SSC-400,” Ottawa
Kirkhope KJ, Bell R, Caron L, Basu RI, Ma KT (1999) Weld detail fatigue life improvement techniques. Part 1: review. Mar Struct 12:447–474
Kirkhope KJ, Bell R, Caron L, Basu RI, Ma KT (1999) Weld detail fatigue life improvement techniques. Part 2: application to ship structures. Mar Struct 12(7–8):477–496
Agerskov H, Hansen AV, Bjørnbak-Hansen J, Olesen JF (2004) Improvement of fatigue life of welded structural components of a large two-stroke diesel engine by grinding. Weld World 48(5–6):56–60
Hansen AV, Agerskov H, Bjørnbak-Hansen J (2007) Improvement of fatigue life of welded structural components by grinding. Weld World 51(3–4):61–67
M Pedersen and O Mouritsen (2010) “Experience with the notch stress approach for fatigue assessment of welded joints,” in Proceedings of Swedish Conference on Lightweight Optimised Welded Structures, pp. 1–11
Haagensen PJ, Maddox SJ (2001) IIW recommendations on post weld improvement of steel and aluminium structures. IIW Doc 13, Int Inst Weld:1815–1820
Haagensen PJ, Maddox SJ (2013) IIW recommendations on methods for improving the fatigue strength of IIW-2142-10. Woodhead Publishing
EN 1993-1-9 (2005) Eurocode 3: design of steelstructures - part 1–9: fatigue. European Comittee for Standardization, Brussels, p 2005
Pedersen MM, Mouritsen O, Hansen MR, Andersen JG, Wenderby J (2010) Comparison of post-weld treatment of high-strength steel welded joints in medium cycle fatigue. Weld World 54(7–8):208–217
R Puthli, S Herion, and J Bergers (2006) “Influence of Longitudinal Attachments on the Fatigue Behaviour of High strength Steels,” in Proceedings of the Sixteenth (2006) International offshore and polar engineering conference, , vol. 4, pp. 120–126
A Hobbacher (2004) Recommendations for Fatigue Design, vol. 39, no. 1. Paris: Springer Publishing
Hobbacher AF (2009) The new IIW recommendations for fatigue assessment of welded joints and components - a comprehensive code recently updated. Int J Fatigue 31(1):50–58
“ANSYS® v17.2, Canonsburg, Pennsylvania, USA.”
Schneider C, Maddox SJ (2003) Best practice guide on statistical analysis of fatigue data. Weld Inst Rep, no. February:1–30
Funding
Open access funding provided by Budapest University of Technology and Economics (BME). The executed research program was supported by the ÚNKP-18-4 New National Excellence Program of the Ministry of Human Capacities and by the János Bolyai Research Scholarship of the Hungarian Academy of Sciences.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XIII - Fatigue of Welded Components and Structures
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mecséri, B.J., Kövesdi, B. Assessment of grinding weld treatment methods using effective notch stresses. Weld World 64, 1033–1046 (2020). https://doi.org/10.1007/s40194-020-00894-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-020-00894-3