
Abstract
High-throughput manufacturing of oxide electronics will enable new applications ranging from large-area displays to flexible medical devices and low-cost solar panels. However, high-quality oxide films from solution-based precursors typically require 20 min or more of thermal annealing at high temperature (>250 °C) for each layer, severely limiting both the throughput and substrate choice. Here, we report high-speed photonic curing of ZrO2 dielectric thin films on flexible plastic substrates. The curing and patterning processes can be achieved simultaneously by using shadow mask patterning or adjusting conditions to convert oxide only on top of underlying metal contacts, i.e. self-aligned patterning. Metal–insulator–metal capacitors using two layers of ZrO2 films photonically cured in just 100 s per layer show non-dispersive capacitance–frequency behaviour from 102 to 106 Hz, high areal capacitance of 200 nF/cm2 and low dissipation factor of 0.03 at 105 Hz, leakage current density of ~10−7 A/cm2 at an applied field of 2 MV/cm, and a breakdown field of nearly 8 MV/cm. Using an upgraded tool, similar dielectric properties are achieved in as short as 100 ms using a single pulse of light, revealing a pathway to oxide film processing beyond 30 m/min.
Similar content being viewed by others

Introduction
Thin film electronics are currently used extensively in large-area applications including flat panel displays1 and photovoltaics2. Their compatibility with flexible plastic substrates further allows for many emerging applications such as wearable or implantable sensors and biomedical devices3,4 and non-planar form-factor systems in curved displays or sensor arrays. Beyond cases where mechanical flexibility is necessary for the device application, flexible substrates enable high-throughput roll-to-roll manufacturing processes, which bring the advantage of low capital cost and the economy of scale5. For example, roll-to-roll manufacturing has enabled the proliferation of low-cost radio frequency identification tags over the last 2 decades6 and is a major goal in the production of organic electronics7 and perovskite solar cells (PSC)8,9 When sheet-to-sheet PSC throughput is increased from 0.5 to 2.5 m2/min, manufacturing costs decrease by ~35%10. A web speed of 30 m/min would allow for production of 3 GW/year of solar panels from a single roll-to-roll system (www.enmatcorp.com). Solution-based printing (ink-jet, screen, gravure, flexo) and coating (blade, slot-die, spray) methods have lower costs and higher throughput than vacuum-based methods, and can already exceed 10 m/min web speed7,11. However, both solution- and vacuum-deposited oxide films require post-deposition annealing to achieve optimal electrical performance12,13. As the maximum rate is determined by the slowest processing step, the elimination of long thermal annealing treatments is critical.
The two major classes of electronic materials used for thin film devices are organic and oxide materials. In addition to their superior stability and optical transparency compared with organic materials, oxides take on a wide range of possible materials’ properties and include conductors, semiconductors, and dielectrics with superior conductivity, mobility, and dielectric constant, respectively. To date, however, organic materials have held the advantage because they can be solution processed with low thermal budgets. Recently, efforts to reduce the annealing temperature of sol–gel-based oxides (traditionally >400 °C)14 have focused on solution-combustion synthesis and UV light annealing15. In the solution-combustion method, fuel and oxidizer included in the chemical precursors provide some of the energy required for the formation of metal-oxide bonds, reducing the amount of thermal energy required to convert the precursors to oxides13,16. Conversion of combustion films still requires heating the substrate and film to a relatively high temperature of 250–300 °C17,18,19 for at least 20 min plus additional time for heating and cooling. This is repeated for each layer of oxide deposited; typically, multiple layers for each material (conductor, semiconductor, or dielectric) are required. This type of equilibrium heating is problematic due to the coefficient of thermal expansion mismatch between the metal-oxide film (~5 ppm/°C) and the polymer substrate (15–70 ppm/°C)20, resulting in cracking of the oxide, especially for polymers with a low glass transition temperature21. Thus, solution-combustion synthesis alone is inadequate for making oxide electronics on low-temperature polymer substrates, such as polyethylene terephthalate (PET, 150 °C) and polyethylene naphthalate (PEN, 220 °C)22. UV-assisted annealing, on the other hand, uses energy from UV light to reduce the thermal energy needed for oxide formation23,24,25,26,27,28,29,30,31,32. This photochemical processing takes advantage of the absorption of UV light by oxide precursors, facilitating precursor decomposition and formation of metal-oxide bonds24,26,30,33. Mild equilibrium heating, provided by the UV lamp or an external source, to only 150 °C is enough to form high-quality oxide semiconductors32 and dielectrics25. However, processing times up to 90 min are necessary. In a roll-to-roll process, both solution-combustion and UV-assisted annealing would translate to either exceedingly slow web speeds or exceedingly large ovens. Rapid thermal annealing using a high intensity infrared light source can greatly reduce annealing time by using a high heating rate, but it still heats both oxide films and plastic substrates together to a high temperature and can result in thermal stress in the oxide film and/or substrate damage. To achieve selective film heating, laser annealing34 and photonic curing35, which do not require additional heating and can operate under atmospheric conditions, have emerged as alternatives to thermal annealing. Supplementary Table 1 shows a comparison of the processing times and applicability with roll-to-roll processing for these methods of converting solution-deposited oxide thin films.
Using 20 µs to 20 ms light pulses from a broad spectrum (200–1500 nm) xenon flash lamp, photonic curing can heat a thin film to several hundred degrees over a short time while maintaining the substrate below its degradation temperature36,37. This preferential heating of the film over the substrate is the key advantage of photonic curing in performing high-temperature processing on low-temperature substrates. As with pulsed laser annealing, the extremely high power of the light pulse used in photonic curing, as much as 50 kW/cm2, means that high temperatures can be reached at the surface of a sample where most of the light absorption occurs while the bulk of the substrate remains cool. This is due to the substrate’s high (relative to the thin film) thermal mass and the short duration of the photonic curing pulse, and hence low total energy (<100 J/cm2) delivered to the sample. While laser annealing is limited by its processing area, and thus speed, photonic curing can have a uniform processing area up to 225 cm2 per pulse. Photonic curing is a proven manufacturing technique for high-speed sintering of printed metal nanoparticle inks into conductive traces on flexible substrates38. To date, only a few reports exist39 on photonically cured oxide dielectrics40 and semiconductors41,42,43,44,45,46 on rigid substrates. These reports use very high energy pulses (>10 J/cm2) and/or very rapid pulse rates to heat the substrate surface to as high as 1200 °C while heating the entire substrate to around 400–600 °C. Thus, these processes cannot be directly transferred to flexible plastic substrates. On flexible substrates, photonic curing of IGZO thin film transistors has been demonstrated only in combination with high-temperature thermal annealing on polyimide47, and In2O3 films on PEN with a thick polyimide intermediate layer have been evaluated through materials characterization but without device evaluation48. PSC fabricated on photonically cured TiO2 transport layers on flexible PET substrates have been demonstrated, but show lower performance compared with those on TiO2 annealed at high temperature on rigid substrates49,50. Here we demonstrate high-quality photonically cured oxide dielectric thin films directly on low-temperature plastic substrates. Flexible capacitors using this dielectric demonstrate high areal capacitance (>200 nF/cm2), low dissipation factor (0.03 at 105 Hz), negligible capacitance–frequency dispersion, low leakage current density (~10−7 A/cm2 at 2 MV/cm applied field), and high breakdown field (8 MV/cm)—properties that are typically only achieved with lengthy (~60 min) UV curing and/or high-temperature (250 °C) thermal annealing51.
Results
Photonic curing and patterning of ZrO2 films on PEN
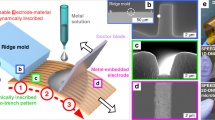
Figure 1a shows the process for the deposition and photonic curing of ZrO2 films on PEN substrates with patterned aluminum contacts. The precursor solution is spin coated onto the substrate and then dried. The sample is then placed under the flash lamp and, through exposure to the high intensity light pulses, the precursor film is converted to an oxide film. This method produces a condensed oxide film wherever the precursor film is present on the substrate and is referred to as blanket photonic curing (b-PC, top row in Fig. 1a). While oxide films on plastic substrates tend to crack during thermal annealing51, the optical micrograph on the right shows crack-free blanket oxide films made by b-PC. This processing condition also applies to producing patterned oxide films when the precursor is first printed via an additive-deposition technique. We can also form patterned films in the photonic curing process. In shadow mask photonic curing (sm-PC, middle row in Fig. 1a), a shadow mask is placed on top of a blanket precursor film prior to photonic curing and the unexposed regions of the precursor film are rinsed off in a developing solution after curing, leaving behind a patterned oxide film. In this photoresist-free patterning process, the precursor film acts as a self-patterning oxide precursor31,52. Finally, in self-aligned photonic curing (sa-PC, bottom row in Fig. 1a), a pattern is defined by the bottom Al contact layer. In the areas where the film is directly on top of the contact layer, the precursor is sufficiently converted to become insoluble in the developing solution. However, because sa-PC uses a less intense light pulse than b-PC or sm-PC, the precursor film directly on top of the PEN does not convert and is removed by the developing solution. In this scheme, we achieve mask-less self-aligned patterning of the oxide film. Because conventional photolithography can be applied to pattern the bottom Al contacts, sa-PC can achieve smaller feature size than sm-PC. The rightmost column in Fig. 1a shows optical images of each PC ZrO2 film on a PEN substrate with a patterned Al bottom contact.

a Schematic of three photonic curing processes for forming ZrO2 on PEN: blanket photonic curing (b-PC, top), shadow mask photonic curing (sm-PC, middle), and self-aligned photonic curing (sa-PC, bottom). The rightmost column shows optical images of each PC ZrO2 film on PEN with patterned Al bottom contacts. The borders of the patterned ZrO2 films are marked with orange dashed lines. Scale bars represent 500 µm. b Simulated film (orange) and substrate (grey) temperatures versus time for a 20 ms light pulse on a ZrO2 precursor film deposited on top of Al contacts (PEN/Al/ZrO2-prec, solid lines) and directly on PEN (PEN/ZrO2-prec, dashed lines) using measured data in Supplementary Fig. 1. Inset shows the temperature response of the sample on Al contacts over an extended (5 s) time frame. c Summary of photonic curing outcomes as a function of radiant exposure and pulse length. Conditions resulting in underconverted films (green), sa-PC (yellow), b-PC/sm-PC (blue), and substrate damage (red) are marked with circles for measured conditions and shaded regions are extrapolated.
To understand the physical mechanism that enables the self-aligned patterning, simulated temperature profiles for ZrO2 precursor (ZrO2-prec) directly on PEN (PEN/ZrO2-prec) and for ZrO2-prec on PEN with patterned bottom Al contacts (PEN/Al/ZrO2-prec) are shown in Fig. 1b. For PEN/Al/ZrO2-prec (solid lines), the temperature of the ZrO2-prec film (yellow line) initially rises dramatically when the light is on (shaded in yellow), due to absorption by the Al contact (Supplementary Fig. 1), while the temperature of the PEN substrate (grey) remains low. The film and substrate reach thermal equilibrium with each other at around 60 ms, and with the surroundings at around 5 s (inset), after the onset of the light pulse. The shape of the temperature curve for the film during the light pulse is due to the diminishing power output of the lamp throughout the duration of the pulse, resulting in peak temperature occurring during the first half of the pulse. The large temperature difference between the low CTE oxide film (206 °C) and high CTE polymer substrate (25 °C) during the light pulse when the peak film temperature is reached (5 ms) is critical for the formation of crack-free oxide films, as shown in the optical micrographs in Fig. 1a. In addition, the temperature reached by the polymer substrate (90 °C) following the light pulse remains low, which is important for avoiding damage to low-temperature substrate materials. For PEN/ZrO2-prec (dashed lines), both the film and substrate temperatures remain much lower than for PEN/Al/ZrO2-prec. The difference in temperature is due to the lower light absorption of the transparent ZrO2 precursor and PEN within the spectrum of the lamp compared with that of Al (Supplementary Fig. 1). For the sa-PC process, this low maximum temperature reached in the precursor film on PEN is consistent with the lack of oxide conversion, which leads to the selective conversion (patterning) aligned to the bottom Al contacts. The ambient temperature of the chamber is found to rise only slightly from 20.9 to 24.4 °C during the highest energy process used, thus not contributing to the conversion from precursor film. However, in the b-PC and sm-PC processes, using light pulses with a higher average power, the ZrO2 precursor film directly on PEN becomes resistant to the developing solution despite the simulated film temperature never exceeding 73 °C, much too low for oxide formation. This suggests additional non-thermal processes occurring in photonic curing, consistent with previous reports of photochemical reaction induced by UV radiation on metal nitrate precursors in thin films24,26,31.
There are two independent variables that determine the intensity, or average power, of the light pulse—radiant exposure and pulse length. Radiant exposure is the total radiant energy delivered to the sample by a single light pulse per unit area (J/cm2) and pulse length is the duration of a single light pulse (ms). For a pulse of fixed length, an increase in radiant exposure results in an increase in power, whereas for a pulse of fixed radiant exposure, an increase in pulse length results in a decrease in power. Figure 1c summarizes the results of photonic curing of ZrO2 films on PEN as a function of the pulse length and simulated radiant exposure. While we use simulated radiant exposure in this plot, Supplementary Fig. 2 shows a close agreement between simulated and measured values for photonic curing conditions used in this study. The pulse conditions that result in failure of the film or substrate are shown in red. Two failure modes can occur: wrinkling of the film and top surface of substrate53 and cracking of the film. For a given radiant exposure, damage occurs if the pulse length is too short. This is due to the higher power delivered by the shorter pulse, resulting in higher temperatures at the top surface of the sample and thermal expansion of the top surface of the PEN. Longer pulses allow for heat transfer to the substrate during the light pulse, which limits the temperature reached at the sample surface such that damage does not occur. Similarly, for a constant pulse length, an increase in the radiant exposure eventually results in damage to the substrate due to increased power delivery and higher surface temperatures of the sample. Whether a pulse condition causes sample damage can be assessed after a single pulse. This is because the experimental repetition rate used was 0.2 Hz, a much longer timescale (5 s) than the pulse length (<20 ms); thus, the sample returns to thermal equilibrium with its surroundings between pulses (Fig. 1b, inset), meaning that each repeated pulse is a thermally independent event. By increasing the pulse length or decreasing the radiant exposure to avoid damage and move out of the red region of Fig. 1c, we move into the processing window for ZrO2 shown in blue and yellow. In the blue region, the film is converted independent of whether it is on top of PEN or Al, making this region usable for both b-PC and sm-PC processes. With a longer pulse length or lower radiant exposure, only the ZrO2 precursor on top of Al is converted, enabling sa-PC in the yellow region. Within the blue and yellow processing regions, repetition of pulses can increase the extent of conversion of the oxide film, without inducing damage. Any further increase in pulse length or reduction in radiant exposure puts the process into the green area and results in underconverted films that cannot withstand the developing solution.
Dielectric properties of PC ZrO2 on PEN
Photonically cured ZrO2 films on PEN were evaluated as metal–insulator–metal (MIM) capacitor dielectrics. Figure 2a shows the effect of the number of pulses on the areal capacitance versus frequency behaviour of the capacitors for films photonically cured using 20 ms pulses, 6.32 J/cm2 radiant exposure per pulse, and a pulse rate of 0.2 Hz. Figure 2b shows a summary of the low-frequency (102 Hz, hashed bars) and high-frequency (106 Hz, solid bars) areal capacitance for the same devices. The precursor film shows a large frequency dispersion, with the capacitance at 102 Hz twice that at 106 Hz, due to the residual organic solvent and nitrates from the precursor solution. After a single pulse the dispersion decreases significantly, and the areal capacitance decreases at low frequency while increasing at high frequency. These changes correspond to the removal of residual solvent and nitrates as seen in Fourier-transform infrared (FTIR) measurements (Supplementary Fig. 3) and a transition from metal–hydroxide to metal–oxygen bonding as seen by X-ray photoelectron spectroscopy (XPS, Supplementary Fig. 4). Figure 2c shows a summary of the change in the percent contribution to the O1s peak in XPS from the OI region (~530.0 eV, attributed to M–O–M bonding) and the OIII region (~532.6 eV, attributed to M–OH bonding) with respect to the number of pulses. During the first five pulses the dispersion continues to decrease as the precursor metal–hydroxide bonds are further converted to metal–oxygen–metal bonds. After ten pulses the dispersion in the capacitance is gone indicating removal of mobile and polarizable species. After 20 pulses the film has densified with a dramatic increase in capacitance. Supplementary Fig. 5 shows that the same trend emerges when the number of pulses is fixed at 20 and the pulse length is varied from 0.5 to 20 ms, corresponding to energy variation from 0.44 to 6.32 J/cm2—first the frequency dispersion is reduced followed by an increase in capacitance. In either case (varying number of pulses or varying pulse length), as the frequency dispersion in the capacitance decreases and areal capacitance increases, the dissipation factor also decreases to a minimum of 0.01 at 105 Hz for 20 pulses with 20 ms pulse length (Supplementary Fig. 6). All three processing procedures produce ZrO2 films with similar magnitudes and frequency dependence in capacitance and dissipation factor (Supplementary Fig. 7).

a Average areal capacitance versus frequency of MIM capacitors made from the dried ZrO2 precursor and from photonically cured films (6.32 J/cm2 per pulse, 20 ms pulse length, 0.2 Hz repetition rate) using 1–20 pulses. b Bar graph showing the low-frequency (102 Hz, hashed bars) and high-frequency (106 Hz, solid bars) areal capacitance for each condition in a with a photo of a completed device as the inset. Error bars represent standard deviation with n ≥ 5 for each measurement. c Percent contribution to the O1s peak in XPS of OI (magenta, ~530.0 eV, attributed to M–O–M bonding) and OIII (blue, ~532.6 eV, attributed to M–OH bonding) versus number of pulses at fixed 20 ms pulse length.
A single layer of sm-PC ZrO2 made from a 0.15 M precursor solution concentration produces a smooth 19 nm thick film with good adhesion to the Al bottom contact (Fig. 3a, left), high areal capacitance, and low dissipation factor (Fig. 3b, blue). However, the leakage current density exceeds 10−7 A/cm2 at an applied field of 1 MV/cm and dielectric breakdown occurs at less than 4 MV/cm (Fig. 3c, blue). These results are comparable with other metal-oxide dielectrics annealed at very low temperature (~150 °C) without UV assistance51. A thicker dielectric layer may improve current density and breakdown field. However, increasing the precursor film thickness by using a more concentrated precursor solution (0.4 M) results in wrinkling at the sample surface (Supplementary Fig. 8) and adhesive failure36 between the oxide and the Al contact (Fig. 3a, middle). These phenomena may be explained by increased stress at the surface of the substrate caused by the thicker film during photonic curing due to the modest expansion of the PEN substrate. By performing the sm-PC process twice using 0.15 M precursor solution to form two thin layers, a thicker dielectric film with a wrinkle-free surface and good adhesion to the bottom contact can be formed (Fig. 3a, right). The thicknesses of the two layers (19 nm for one coat and 35 nm for two coats) are measured by atomic force microscopy (Supplementary Fig. 9). Figure 3b (red curves) shows that the areal capacitance of the two-layer dielectric is ~200 nF/cm2, corresponding to a dielectric constant of ~7.5, and the dissipation factor is ~0.03 at 105 Hz. The leakage current density is below 10−6 A/cm2 at 2 MV/cm and the breakdown field is nearly 8 MV/cm (Fig. 3c, red). These values are comparable with many oxide dielectrics annealed for long times (20 to 90 min per layer) at high temperatures (~250 °C) or with UV radiation51, but are achieved here with only 100 s of processing time per layer.

a Optical images of a single thin layer of sm-PC ZrO2 on a patterned bottom Al contact on PEN showing a smooth film and good adhesion to Al (left), a single thick sm-PC ZrO2 layer showing poor adhesion between the oxide and substrate (middle), and two thin sm-PC ZrO2 layers with good adhesion and a smooth surface (right). The two areas in the right image are due to misalignment of masks in the two-step process. Scale bars represent 50 µm. b Areal capacitance (left axis, solid lines) and dissipation factor (right axis, dashed lines) for a single-layer (blue) and two-layer (red) ZrO2 capacitor. c Leakage current density versus applied electric field for the single-layer (blue) and two-layer (red) ZrO2 capacitors. All films are processed using 20 pulses at 5.23 J/cm2 per pulse, 20 ms pulse length, 0.2 Hz for each layer.
Discussion
Path to high-throughput processing of oxide electronics
Typical oxide annealing times are incompatible with high-throughput processing. As an example, a 20-min thermal annealing step at a web speed of 30 m/min requires a web path length of 600 m inside an oven. The system used for the results presented above (PulseForge® Invent with one lamp driver (500 V), a 3 A power supply, and a 20 mm diameter by 150 mm length lamp) can process samples using 20 ms pulses at a rate of 0.36 Hz. Twenty pulses are found to achieve full conversion of ZrO2 films. Combined with a uniform down-web processing length in an industrial configuration of 150 mm for a single lamp, these conditions translate to a maximum web speed of 0.16 m/min. Upscaling the photonic curing process to >30 m/min requires three things: (1) a reduction of the number of pulses necessary for conversion, (2) an increase in the down-web processing length, and (3) an increase in the pulse rate. To reduce the number of pulses for oxide conversion, the maximum energy per pulse can be increased by adding additional energy storage capacity to the PulseForge® system. This is achieved by increasing the number of lamp drivers. Experiments were performed on an upgraded R&D system with two additional lamp drivers (three drivers total). This configuration allows for a more sustained power output in a single pulse, enabling a pulse with lower peak intensity but longer duration that delivers more energy to the sample without increasing the maximum film temperature. Using this system, we achieved oxide conversion in a single 100 ms pulse with radiant exposure of 14.1 J/cm2 (Supplementary Fig. 10). Using one pulse instead of 20 increases the web speed by 20-fold to 3.2 m/min. To increase the down-web processing length, a longer lamp can be used. SimPulse® simulations show that the same pulse output can be achieved using a 300 mm long by 24 mm diameter lamp. By doubling the processing area, the web speed is doubled to 6.4 m/min. To increase the pulse rate, a higher current power supply can be used. Industrial versions of the PulseForge tool used in this study currently exist with a power supply current of 45 A. The simulated maximum pulse rate based on the 45 A power supply and the above pulse condition is 2.9 Hz, meaning that 52 m/min of oxide conversion can be realized. This demonstration of high-quality solution-deposited oxide films on a flexible plastic substrate opens up new prospects for high-throughput, low-cost manufacturing.
Methods
Film deposition
ZrO2 precursor solution is made by dissolving 0.15 or 0.4 M ZrO(NO3)2 in 2-methoxyethanol (2-MOE) and stirring uncapped overnight at 80 °C until approximately half of the solution has evaporated. The lost volume is made up with fresh 2-MOE and the solution is filtered through 0.2 µm PTFE filters prior to deposition.
PEN substrates (Teijin Q65HA Teonex®, 100 µm thickness, untreated side is used) are cleaned in isopropyl alcohol for 15 min in an ultrasonic bath, rinsed with de-ionized (DI) water, and dried. Bottom contacts (100 nm Al) are deposited by thermal evaporation through a shadow mask or patterned and etched by traditional photolithography. The substrates are cut to 25 mm by 25 mm pieces and UV-ozone treated (Bioforce Nanosciences Procleaner Plus) for 20 min prior to spin coating. During spin coating, substrates are held in place by a porous vacuum chuck (Laurel Technologies). ZrO2 precursor solution is spin coated at 3000 rpm for 30 s and the substrate is placed on an 80 °C hotplate for 3 min to dry off the excess 2-MOE.
Photonic curing
Photonic curing is performed using a NovaCentrix PulseForge® Invent equipped with one lamp driver (500 V max), a 3 A power supply, and a 20 mm diameter by 150 mm length xenon flash lamp (beam size 150 mm by 75 mm) except where otherwise noted. Samples are placed on the sample chuck that is set to 7 mm below the lamp. A 0.005 in. thick invar shadow mask is placed on the sample (if used) and the mask and sample are held in place by steel slats with magnets. Photonic curing is performed in air. In the case of b-PC, no further processing is done after photonic curing. In sm-PC and sa-PC, photonically cured samples are dipped into a developing solution of methanol, water, and acetic acid in a 15:5:1 ratio for 5 s and rinsed in DI water. These samples are then photonically cured a second time using the same conditions as for b-PC/sm-PC films.
SimPulse® Simulation
The lamp output (radiant exposure) and sample thermal response are simulated using SimPulse® photonic curing simulation software. Film and substrate temperature profiles are modelled as a material stack: (from bottom up) 100 μm PEN, 100 nm Al (if bottom contact is present for simulation), and 53 nm ZrO2-prec. The optical characteristics of the samples are determined using the 1D transfer matrix method (TMM) with optical constants and film thicknesses determined by spectroscopic ellipsometry. Based on TMM results in Fig. S1, the thermal response is modelled in SimPulse® using the surface absorption method with 19% absorption for PEN/Al/ZrO2-prec and 5% absorption for PEN/ZrO2-prec.
Spectroscopic ellipsometry
Spectroscopic ellipsometry measurements (M-2000DI, J. A. Woolam) are performed from 250 to 1050 nm at 55°, 65°, and 75° incident angles. Films for measurement (Al, Al/ZrO2-prec, Al/ZrO2) are deposited on single side polished Si substrates. Al and Al/ZrO2-prec are deposited by the same method used to fabricate capacitors. Al/ZrO2 is formed by annealing Al/ZrO2-prec on a hotplate at 250 °C for 20 min. PEN substrates are measured directly with transparent tape on the back surface to eliminate specular backside reflections. Fitting is performed using CompleteEASE software. First the data for Al are fit using the “B-Spline” model with “Use KK Mode” on to ensure Kramers–Kronig consistency of the optical constants. Next, the data from Al/ZrO2-prec and Al/ZrO2 samples are fit using the previously fit optical constants for the Al layer to obtain the optical constants for the ZrO2-prec and ZrO2 materials. PEN is modelled similarly to Al. Mean squared error for all fitting was less than 8.
X-ray photoelectron spectroscopy
XPS (Ulvac-PHI VersaProbe2) is performed with a monochromated Al Ka source (1486.8 eV) at an angle of 45° to the sample surface with an energy step of 0.2 eV and a pass energy of 23.5 eV on ZrO2 and ZrO2-prec films on PEN/Al using the same samples as used for capacitance measurements. XPS data are analyzed using commercial software (MultiPak, Ulvac-PHI) and are shifted based on the adventitious C1s peak at 284.8 eV.
Attenuated total reflectance FTIR spectroscopy
Attenuated total reflectance FTIR (Nicolet iS50 ATR, Thermo Fisher Scientific) spectra are measured from 450 to 4000 cm−1 on for ZrO2 and ZrO2-prec films on PEN/Al using the same samples as used for capacitance measurements.
Capacitor fabrication and measurements
Capacitors with areas of 4 × 10−4 and 8 × 10−4 cm2, as defined by the top contact, are completed by deposition of 100 nm Al by thermal evaporation through a shadow mask. Capacitance–frequency was measured using an Agilent 4284A Precision LCR Meter from 102 to 106 Hz with 0 V DC bias and 50 mV AC amplitude.
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
Choi, M. C., Kim, Y. & Ha, C. S. Polymers for flexible displays: from material selection to device applications. Prog Polym Sci. 33, 581–630 (2008).
Fthenakis, V. Sustainability of photovoltaics: the case for thin-film solar cells. Renew. Sustain. Energy Rev. 13, 2746–2750 (2009).
Hwang, G., Byun, M., Jeong, C. K. & Lee, K. J. Flexible piezoelectric thin-film energy harvesters and nanosensors for biomedical applications. Adv. Health. Mater. 4, 646–658 (2015).
Pang, C., Lee, C. & Suh, K. Recent advances in flexible sensors for wearable and implantable devices. J. Appl. Polym. Sci. 130, 1429–1441 (2013).
Wong, W. S., Chabinyc, M. L., Ng, T.-N. & Salleo, A. Flexible Electronics, Materials and Applications, 143–181 (Springer, Boston, MA, 2009).
Palavesam, N. et al. Roll-to-roll processing of film substrates for hybrid integrated flexible electronics. Flex. Print. Electron. 3, 014002 (2018).
Søndergaard, R. R., Hösel, M. & Krebs, F. C. Roll-to-roll fabrication of large area functional organic materials. J. Polym. Sci. Part B 51, 16–34 (2013).
Li, Z. et al. Scalable fabrication of perovskite solar cells. Nat. Rev. Mater. 3, 18017 (2018).
Hwang, K. et al. Toward large scale roll-to-roll production of fully printed perovskite solar cells. Adv. Mater. 27, 1241–1247 (2015).
Song, Z. et al. A technoeconomic analysis of perovskite solar module manufacturing with low-cost materials and techniques. Energy Environ. Sci. 10, 1297–1305 (2017).
Abbel, R., Galagan, Y. & Groen, P. Roll-to-roll fabrication of solution processed electronics. Adv. Eng. Mater. 20, 1701190 (2018).
Duta, M. et al. Sol–gel versus sputtering indium tin oxide films as transparent conducting oxide materials. J. Mater. Sci. Mater. Electron. 27, 4913–4922 (2016).
Kim, M.-G., Kanatzidis, M. G., Facchetti, A. & Marks, T. J. Low-temperature fabrication of high-performance metal oxide thin-film electronics via combustion processing. Nat. Mater. 10, 382 (2011).
Fu, Q., Cao, C.-B. & Zhu, H.-S. Preparation of alumina films from a new sol–gel route. Thin Solid Films 348, 99–102 (1999).
Bretos, I., Jiménez, R., Ricote, J. & Calzada, M. L. Low-temperature crystallization of solution-derived metal oxide thin films assisted by chemical processes. Chem. Soc. Rev. 47, 291–308 (2017).
Branquinho, R. et al. Aqueous combustion synthesis of aluminum oxide thin films and application as gate dielectric in GZTO solution-based TFTs. Acs Appl. Mater. Interfaces 6, 19592–19599 (2014).
Wang, B. et al. Marked cofuel tuning of combustion synthesis pathways for metal oxide semiconductor films. Adv. Electron. Mater. 5, 1900540 (2019).
Wang, B. et al. Carbohydrate-assisted combustion synthesis to realize high-performance oxide transistors. J. Am. Chem. Soc. 138, 7067–7074 (2016).
Wang, B. et al. Solution-processed all-oxide transparent high-performance transistors fabricated by spray-combustion synthesis. Adv. Electron. Mater. 2, 1500427 (2016).
MacDonald, W. A. Engineered films for display technologies. J. Mater. Chem. 14, 4–10 (2003).
Daunis, T. B. et al. Solution-deposited Al2O3 dielectric towards fully-patterned thin film transistors on shape memory polymer. Proc. SPIE 10105, 101051Z–101051Z–8 (2017).
MacDonald, W. A. et al. Latest advances in substrates for flexible electronics. J. Soc. Inf. Disp. 15, 1075–1083 (2007).
Lin, Y. et al. High-performance ZnO transistors processed via an aqueous carbon-free metal oxide precursor route at temperatures between 80–180°C. Adv. Mater. 25, 4340–4346 (2013).
Rim, Y. S., Lim, H. S. & Kim, H. J. Low-temperature metal-oxide thin-film transistors formed by directly photopatternable and combustible solution synthesis. Acs Appl. Mater. Interfaces 5, 3565–3571 (2013).
Park, Y. M., Desai, A., Salleo, A. & Jimison, L. Solution-processable zirconium oxide gate dielectrics for flexible organic field effect transistors operated at low voltages. Chem. Mater. 25, 2571–2579 (2013).
Hwang, J. et al. UV-assisted low temperature oxide dielectric films for TFT applications. Adv. Mater. Interfaces 1, 1400206 (2014).
John, R. A. et al. Low-temperature chemical transformations for high-performance solution-processed oxide transistors. Chem. Mater. 28, 8305–8313 (2016).
Carlos, E. et al. UV mediated photochemical treatment for low temperature oxide based TFTs. Acs Appl. Mater. Interfaces 8, 31100 (2016).
Leppäniemi, J., Eiroma, K., Majumdar, H. & Alastalo, A. Far-UV annealed inkjet-printed in 2 O 3 semiconductor layers for thin-film transistors on a flexible polyethylene naphthalate substrate. Acs Appl. Mater. Interfaces 9, 8774–8782 (2017).
Sanctis, S., Hoffmann, R. C., Bruns, M. & Schneider, J. J. Direct photopatterning of solution–processed amorphous indium zinc oxide and zinc tin oxide semiconductors—a chimie douce molecular precursor approach to thin film electronic oxides. Adv. Mater. Interfaces 5, 1800324 (2018).
Daunis, T. B. et al. Solution-processed oxide thin film transistors on shape memory polymer enabled by photochemical self-patterning. J. Mater. Res. 33, 2454–2462 (2018).
Kim, Y.-H. et al. Flexible metal-oxide devices made by room-temperature photochemical activation of sol–gel films. Nature 489, 128 (2012).
Park, S. et al. In-depth studies on rapid photochemical activation of various sol–gel metal oxide films for flexible transparent electronics. Adv. Funct. Mater. 25, 2807–2815 (2015).
Dellis, S. et al. Rapid laser-induced photochemical conversion of sol–gel precursors to In 2 O 3 layers and their application in thin-film transistors. J. Mater. Chem. C 5, 3673–3677 (2017).
Schroder, K. A., Rawson, I. M., Pope, D. S. & Farnsworth, S. Photonic curing explanation and application to printing copper traces on low temperature substrates. Int. Symp . Microelectron. 2011, 001040–001046 (2011).
Schroder, K. A. Mechanisms of photonic curingTM: Processing high temperature films on low temperature substrates. NSTI-Nanotech 2011, 220–223 (2011).
Schroder, K. A., McCool, S. C. & Furlan, W. F. Broadcast photonic curing of metallic nanoparticle films. NSTI-Nanotech 2006, 198–201 (2006).
Farnsworth, S., Schroder, K., Wenz, B., Pope, D. & Rawson, I. The photonic curing process for printed electronics with applications to printed RFID tags and thin film transistors. In Proc International Conference on Digital Printing Technologies 440–443 (2012).
Yarali, E. et al. Recent progress in photonic processing of metal-oxide transistors. Adv. Funct. Mater. 2019, 1906022 (2019).
Tetzner, K., Schroder, K. A. & Bock, K. Photonic curing of sol–gel derived HfO2 dielectrics for organic field-effect transistors. Ceram. Int. 40, 15753–15761 (2014).
Lee, W. H., Lee, S. J., Lim, J. A. & Cho, J. H. Printed In-Ga-Zn-O drop-based thin-film transistors sintered using intensely pulsed white light. Rsc Adv. 5, 78655–78659 (2015).
Yoo, T.-H. et al. Sub-second photo-annealing of solution-processed metal oxide thin-film transistors via irradiation of intensely pulsed white light. Rsc Adv. 4, 19375–19379 (2014).
Park, S. C. et al. Advanced photo-annealing of indium zinc oxide films for thin-film transistors using pulse UV light. J. Inf. Disp. 17, 1–7 (2016).
Tetzner, K. et al. Sub-second photonic processing of solution-deposited single layer and heterojunction metal oxide thin-film transistors using a high-power xenon flash lamp. J. Mater. Chem. C 5, 11724–11732 (2017).
Garlapati, S. K. et al. High performance printed oxide field-effect transistors processed using photonic curing. Nanotechnology 29, 235205 (2018).
Jo, J.-W. et al. High-speed and low-temperature atmospheric photo-annealing of large-area solution-processed IGZO thin-film transistors by using programmable pulsed operation of Xenon flash lamp. J. Korean Phys. Soc. 74, 1052–1058 (2019).
Benwadih, M., Coppard, R., Bonrad, K., Klyszcz, A. & Vuillaume, D. High mobility flexible amorphous IGZO thin-film transistors with a low thermal budget ultra-violet pulsed light process. Acs Appl. Mater. Interfaces 8, 34513–34519 (2016).
Twyman, N. M., Tetzner, K., Anthopoulos, T. D., Payne, D. J. & Regoutz, A. Rapid photonic curing of solution-processed In2O3 layers on flexible substrates. Appl. Surf. Sci. 479, 974–979 (2019).
Das, S. et al. Low thermal budget, photonic-cured compact TiO 2 layers for high-efficiency perovskite solar cells. J. Mater. Chem. A 4, 9685–9690 (2016).
Das, S. et al. High-performance flexible perovskite solar cells by using a combination of ultrasonic spray-coating and low thermal budget photonic curing. Acs Photonics 2, 680–686 (2015).
Liu, A., Zhu, H., Sun, H., Xu, Y. & Noh, Y. Solution processed metal oxide high-κ dielectrics for emerging transistors and circuits. Adv. Mater. 30, 1706364 (2018).
Rim, Y. S. et al. Direct light pattern integration of low-temperature solution-processed all-oxide flexible electronics. Acs Nano 8, 9680–9686 (2014).
Bush, K. A. et al. Controlling thin-film stress and wrinkling during perovskite film formation. Acs Energy Lett. 3, 1225–1232 (2018).
Acknowledgements
We thank Teijin Film Solutions Limited and Inabata America Corporation for providing Teonex® Q65HA PEN substrates, Dr Robert Wallace for the use of the spectroscopic ellipsometer, and J. Tran for helping with capacitance measurements. This material is based upon work supported by the U.S. Department of Energy’s Office of Energy Efficiency and Renewable Energy under the Solar Energy Technologies Office Award number DE-EE0008544. J.W.P.H. acknowledges support from the Texas Instruments Distinguished Chair in Nanoelectronics.
Author information
Authors and Affiliations
Contributions
T. B D. contributed to the conceptual design of the work, the acquisition, analysis, and interpretation of the data, and prepared the manuscript. K.A.S. provided guidance on the conception and design of the photonic curing experiments and in the interpretation of the data and reviewed and edited the manuscript. J.W.P.H. supervised the research, contributed to analysis of the results, and assisted with manuscript preparation and review.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Daunis, T.B., Schroder, K.A. & Hsu, J.W.P. Photonic curing of solution-deposited ZrO2 dielectric on PEN: a path towards high-throughput processing of oxide electronics. npj Flex Electron 4, 7 (2020). https://doi.org/10.1038/s41528-020-0070-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41528-020-0070-4
This article is cited by
-
Crystallization of piezoceramic films on glass via flash lamp annealing
Nature Communications (2024)
-
Rapid photonic curing effects of xenon flash lamp on ITO–Ag–ITO multilayer electrodes for high throughput transparent electronics
Scientific Reports (2023)
