
Abstract
This study was designed to investigate the influence of oil temperature and contact pressure on the tribological performance of three industrial gear oils but also on the corresponding changes taking place beneath the metal surfaces in contact. The result shows that increase in the oil temperature and contact pressure increases surface–additive interaction, promoting the formation of low-friction tribofilms. Subsurface characterisation of the worn surfaces shows that higher oil temperature and contact pressure promotes surface hardening of spheroidised AISI 52100 steel, degradation of the near-surface (< 0.8 µm) microstructural integrity and corresponds to an increase in wear. This study clearly shows that the gear oil formulations and the tribofilms they form uniquely influence the extent of subsurface deformation and wear.
Similar content being viewed by others

1 Introduction
Industrial gearboxes are becoming smaller and expected to produce more power. An increase in the power density of gearboxes increases the severity of contact in gears and bearings. This places greater demand on the performance of gear oils which are expected to operate under higher contact pressure and wider operating temperature.
When engineering surfaces slide against each other under high load, high pressure and temperatures can develop at the load-carrying asperities, promoting severe wear. Friction and wear additives are added to gear oils to promote low friction and minimise excessive wear. These additives and the tribofilm they form help to reduce contact pressure and temperature by better distributing the load over the apparent surface [1]. There are several aspects of a tribofilm that contributes to its effectiveness in a tribosystem such as how quickly it forms at the contact [2, 3], how stable and durable it is once formed [4, 5] and also its mechanical properties (shear strength and hardness) [6,7,8,9,10]. The combination of these factors determines the friction and wear performance of formulated gear oils.
The nature of the tribofilm formed from a lubricant is in turn influenced by the operating parameters such as temperature, contact pressure, sliding speed, additive mix amongst other factors [11,12,13,14,15]. Temperature generally increases the chemical and physical interaction of the additives with the surface [4, 16]. The corresponding effect of this includes: decrease in the time it takes to form a tribofilm, complete decomposition of additive to form a tribofilm with better frictional properties and increase the thickness of the tribofilm formed. Likewise increase in contact pressure can lead to the formation of low friction tribofilm, increase the rate of decomposition of friction modifier-additive MoDTC [11] and also ZDDP additive [12].
Tribosystems are complex and require a multi-scale approach as well as a combination of various techniques to better understand the mechanisms of industrial lubricant’s tribological performance. One approach that hasn’t been well explored in the study of industrial oils is their influence on subsurface transformation and how this might relate to their tribological performance. Friction generated during boundary-lubricated sliding of surfaces is mostly dissipated as heat but also induces plastic strain into the subsurface layers as the asperities are plastically deformed. Polycrystalline metals when severely deformed typically form a gradient microstructure as plastic strain decays with depth into the material. The layer just beneath the surface usually consists of micro- or nano- crystalline grains [17,18,19]. Fatigue of this layer can lead to the formation of wear debris. In a previous study [20] we studied the relationship between tribological performance of the industrial gear oils and subsurface mechanical and microstructural changes. The study concluded that the gear oil formulation and their associated tribofilm influenced the extent of subsurface deformation and consequently influenced the wear performance. However, this study aims to extend understanding of the gear oils by investigating the influence of bulk oil temperature and contact pressure on their tribological performance and how this relates to the changes taking place beneath the surface.
2 Materials and Methods
2.1 Lubricants
The lubricants tested in this study are three industrial gear oils under the same ISO viscosity grade 320 and viscosity of 320 mm/s2 at 40 °C. The complete formulation of the lubricants includes the base oil and the complete additive mix are shown in Table 1. Oil A contains MoDTP friction modifier with mixed sulphonates (including calcium sulphonate). Oil B contains amine molybdate complex friction modifier (With no sulphur or phosphorus), ZDDP antiwear additive, sulphurized extreme pressure additive and sulphonate mix (including magnesium sulphonate). Oil C contains extreme pressure/antiwear additives of phosphonate and a commercial gear oil package.
2.2 Tribotesting
Sliding test was carried out using High Frequency Reciprocating Rig (HFRR) tribometer (PCS Instruments, London, England). The test configuration is that of a ball-on-disc type where the ball slides reciprocally on the stationary disc with stroke length of 1 mm and frequency of 50 Hz. The duration of the sliding test was 2 h. To study the effect of temperature, the oils were tested at 30 °C, 80 °C and 120 °C. The contact load applied was 9.8 N which corresponds to average contact pressure of 0.94 GPa. For the contact pressure study, the oils were tested with contact load of 0.98 N, 4.9 N and 9.8 N which corresponds to contact pressures of 0.44 GPa, 0.75 GPa and 0.94 GPa, respectively. For this study, the tests were run at 80 °C. Friction coefficient is measured and stored throughout the sliding test. In addition, the HFRR is designed to measure electrical contact resistance (ECR) between the test ball and disc. This makes it possible to track the formation of any insulating film formed in the contact. To monitor film coverage, a contact potential of 15 mV is applied between the ball and disc, forming a contact resistance. This potential is applied in series with a balance resistor, forming a potential divider. In the HFRR–ECR system, a series resistance of 1000 Ω is selected. The change in potential across the contact in comparison with the balance resistor gives an indication of the ‘contact resistance’ [21]. A zero electrical contact voltage indicates the absence of an insulating film and/or direct metal–metal contact i.e. 0% film coverage. In contrast, contact voltage equal to the maximum voltage of 15 mV indicates the formation of a fully insulating film i.e. 100% film coverage.
2.3 Ball and Disc
The test ball and disc used in the HFRR experiment were made of AISI 52100 steel. The balls were 6 mm in diameter with measured hardness of 11.7 ± 1 GPa. The measured surface roughness (Ra) was less than 0.05 µm. The discs were 10 mm in diameter, 3 mm thick and the hardness measured was 3.3 ± 0.2 GPa. The surface roughness of the discs was 0.02 µm on average. The test ball and discs were cleaned using toluene and acetone prior to testing. After the test, the residual oil was removed with Heptane. The test discs were further degreased with soapy water and ethanol for further characterisation in the scanning electron microscope.
2.4 Wear Measurement
A Keyence VK-X200 3D confocal laser microscope was used to scan the profile of the wear scar on the test discs. Thereafter, post-processing of the data was carried out using VK Analyser software. The first step was to correct for slight tilt of the sample on the microscope stage. To calculate the wear volume, 2D profiles across the wear scar were selected and the cross-sectional area below the surface was calculated. The average of the 10 cross-sectional areas was multiplied by the wear scar length to estimate wear volume. Specific wear volume was then calculated by dividing the wear volume by the normal load and sliding distance of 360 m. Measurement was carried out only on the discs as there was no observable wear on the test balls.
2.5 Raman Spectroscopy
A Renishaw 1000 microscope system was used to chemically analyse the tribofilm. An Argon laser source with wavelength of 514 nm was used. The scans were carried using 50X Olympus objective lens which gives a laser spot of about 1 µm. An exposure time of 1 s was used to minimize excessive heating of surface and 20 accumulations to reduce the signal-to-noise ratio.
2.6 Scanning Electron Microscopy–Energy-Dispersive Spectroscopy (SEM-EDX)
FEI Quanta 650 scanning electron microscope (SEM) equipped with energy-dispersive X-ray (EDX) spectroscopy detector was used to image the wear scar and map out the elements present on the surface. Surface imaging and EDX mapping were carried out with accelerating voltages of 5 and 30 kV, respectively.
2.7 Nanoindentation
The hardness of the discs was measured within the wear scar generated after sliding using an MTS Nano Indenter XP system. The continuous stiffness measurement (CSM) mode enables continuous measurement of the hardness with depth up to 2 µm as the Diamond Berkovich indenter tip penetrates the surface at a constant strain rate of 0.05 s−1. Hardness-depth profile of the as-received disc was measured for reference.
2.8 Scanning Electron Microscopy-Focused Ion Beam (SEM-FIB)
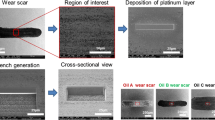
To examine the subsurface microstructure, a scanning electron microscope (SEM) with focused ion beam (FIB) was employed. The dual beam system used was FEI Nova NanoLab. Using ion beam a trench is generated within the wear scar to expose the cross-sectional microstructure and then imaged. Ion beam imaging was carried out with voltage of 30 kV and beam current of 9.7 pA.
2.9 Calculation of Lambda Ratio
The minimum film thickness (hmin) was calculated using the empirical formula proposed by Dowson and Hamrock [22]:
where R′ is reduced radius of curvature, U is the speed, η0 is dynamic viscosity,\({E}^{^{\prime}}\) is reduced Young’s modulus, \(\alpha\) is pressure-viscosity coefficient, W is normal load.
3 Results and Discussion
3.1 Tribological Performance and Tribofilm Formation
In the boundary lubrication regime, friction and wear performance of gear oils is determined by the nature of tribofilms they form. The nature of the tribofilm formed is in turn influenced by the operating conditions in sliding contact such as oil temperature and contact pressure [11, 12, 16]. There are several aspects of tribofilm formation that can determine the tribological performance of gear oils. These include the induction time of the tribofilm, its stability and the chemical species or compounds formed in the tribofilm. The ECR component of the HFRR tribometer monitors the formation of any insulating film that is formed in the contact. It does not reflect the complete film formed. However, this technique can be used qualitatively to analyse the induction time of the tribofilm formed and the film stability. Raman and EDX spectroscopy are used complementarily to examine the chemical composition of the tribofilm formed. This section focuses on the influence of oil temperature and contact pressure on the nature of tribofilm formed and the corresponding tribological performance.
3.1.1 Influence of Bulk Oil Temperature
The results shows that friction reduction generally occurs with tests conducted at higher oil temperatures of 80 °C and 120 °C (Fig. 2a) and this corresponds to the build-up of a stable insulating film (Fig. 1). No friction reduction is observed for the tests at 30 °C (Fig. 1). Friction coefficient at the start of sliding remains constant throughout the 2 h test. For oils B and C, the ECR plot for the test at 30 °C shows that a film covers 95% of the contact surface for most of the sliding duration. It is not clear if the ECR signal is a response to the lubricant oil film separating the ball and discs or the formation of an insulating tribofilm. It is expected that the viscosity of the oils will be higher at 30 °C. In this case, it is likely there will be less direct metal contact between the ball and disc. We could not calculate lambda ratio at 30 °C due to difficulty in measuring the pressure-viscosity coefficient at 30 °C as the oils were highly viscous. Without the pressure-viscosity coefficient, it is impossible to estimate the lambda value. However, lambda ratio calculated for the three oils at 80 °C was between 0.91–0.93 (See Table 2). The lambda value at 30 °C can reasonably be expected to be greater than the values measured for 80 °C and 120 °C and could well exceed the boundary lubrication threshold of unity. In this case, the lubrication regime would be mixed-lubrication and would support an assumption that the ball and disc are largely separated by the lubricant oil film. With Oil A at 30 °C, an insulating film is formed but is relatively unstable; whilst friction coefficient remained constant for the tests run at 30 °C. Figure 1 shows gradual reduction of friction coefficient with time for the tests run at 80 °C and 120 °C. Significant reduction in friction coefficient occurred with Oil A when the oil temperature was 80 °C and 120 °C, with Oil B it occurred only at 120 °C and with Oil C it occurred at 80 °C. Reduction of friction coefficient corresponds to the build-up of a stable film. We observed this to be the case for the three oils. For Oil A, the tribofilm formed at 80 °C and 120 °C is more stable in comparison to the film formed at 30 °C. With Oil B, for the test at 120 °C, there was a significant drop in friction coefficient from about 0.15 to 0.055 5 min into the sliding test. This drop corresponds to a sharp build-up of an insulating film. For the test with Oil C at 80 °C, significant reduction in friction coefficient began about 40 min into the sliding test when the insulating film becomes stable. In addition, the absence of the insulating film for Oil C at 120 °C (Fig. 1) might be linked to significant rise in average friction coefficient (Fig. 2a).

Friction coefficient and ECR film coverage for oils A, B and C at 30 °C, 80 °C and 120 °C with contact pressure of 0.94 GPa

Effect of temperature on a average friction coefficient and b specific wear rate of Oil A, Oil B and Oil C. Each data point shown on graphs a and b represents the average friction coefficient (N = 3) and average specific wear rate (N = 3), respectively. The error bars represent the standard deviation
Raman characterisation of tribofilm formed on the wear scar indicates that surface chemistry evolves with temperature. Generally, iron oxide was formed at low temperature of 30 °C. However, as temperature increases, low friction compound, MoS2 is formed specifically with Oil A and Oil B containing organomolybdenum compounds while with Oil C, Pyrite (FeS2) was formed. A Raman peak at 673 cm−1 (see Fig. 3) was measured on the wear scars lubricated by oils A, B and C when tested at 30 °C. This peak corresponds to either iron oxide wüstite (FeO) or magnetite (Fe3O4) which both have identical Raman spectra [23]. Thibeau et al. [23] proposed that FeO decomposes to more stable Fe3O4 when exposed to laser beam. Since Fe3O4 is chemically more stable, we assume that the Raman peak measured at 673 cm−1 can be likely attributed to the formation of Fe3O4. The highest peak intensity of Fe3O4 was measured with oils B and C. For the wear scar generated with Oil A at 30 °C, FeMoO4 with Raman peak of 918 cm−1 was also measured in addition to Fe3O4. Previous study by Khaemba [11] reported that FeMoO4 is formed as a side reaction of iron oxide with molybdenum compounds in low temperature conditions and has been linked to high friction performance [11]. MoS2 with Raman peaks at 375 cm−1 and 410 cm−1 was measured on the wear scars generated with oils A and B at 80 °C and 120 °C. Tribofilms containing MoS2 are known to promote low friction performance [11, 24, 25]. The presence of MoS2 on the surfaces lubricated by oils A and B at 80 °C and 120 °C is in agreement with friction reduction observed at these temperatures (Fig. 2a). This observation is in agreement with previous work that has shown that higher temperature promotes the formation of MoS2 and friction reduction with oils containing organomolybdenum additives [11, 16]. With Oil C, Raman result shows that FeS2 with peaks at 342 cm−1 and 375 cm−1 [26] was measured on the surfaces generated at 80 °C and 120 °C. Oil C contains both sulphur- and phosphorus-based EP/AW additives. Previous studies [27, 28] of sulphur-based additives have reported the formation of FeS2 on the wear surface.

Effect of temperature on the Raman spectra measured on wear scars lubricated with a Oil A, b Oil B, and c Oil C
EDX spectroscopy was used complementarily to investigate the tribofilm chemistry. Figure 4 shows elemental maps of the wear scars for different temperatures. The limitation of this technique is that whilst it tells us the elements present on the wear scar the exact chemical compound remains unknown. Therefore, we can only make presumptions. For the three oils, more elements were measured on the wear scar generated at 80 °C and 120 °C when compared to those generated at 30 °C. This suggests increased surface reactivity. Figure 4 shows that oxygen is present on all the wear scars possibly due to the oxidation of the nascent surface during rubbing. The three oils contain a combination of different additives mix that interacts with the surface to form distinct tribofilms comprised of different chemical species. The nature of the chemical species in the tribofilm can influence the friction and wear performance of the oils. With Oil A, EDX characterisation shows that oxygen, sulphur and calcium are present on the wear scars generated at 80 °C and 120 °C. Oil A contains MoDTP friction modifier and calcium sulphonate detergent, the presence of calcium strictly on the wear scar implies that the detergent is surface active and contributes to the tribofilm formed. Previous study on the interaction of calcium sulphonate and organomolybdenum compound showed that the tribofilm formed contained MoS2 and CaCO3 [29]. Wei and Song report a synergistic effect that leads to reduce wear [30]. With Oil B, the wear scars generated at higher contact pressures contains oxygen, sulphur, phosphorus, zinc and magnesium. The presence of ZDDP additive in Oil B could explains the elemental presence of zinc and phosphorus. Formulated oils containing ZDDP additives typically form tribofilms containing zinc phosphate [31, 32]. In addition, Oil B also contains magnesium sulphonate detergent which explains the presence of magnesium on the wear scar. The magnesium based additive although included as a corrosion inhibitor is known to provide extreme pressure benefit. EDX map of the wear scars generated with Oil C shows the presence of oxygen, sulphur and phosphorus. Formulated oils containing P- and S-based additives have been reported to form a multi-component tribofilm consisting of sulphides and phosphate [33,34,35].

SEM images and EDX maps of wear scars lubricated by oils A, B and C after a 2 h sliding test at temperatures of 30 °C, 80 °C and 120 °C
Specific wear increased with tests run at higher temperatures (80 °C and 120 °C) for oils A, B and C. One possible explanation for this trend is that the severity (lambda ratio) of the contact increased as temperature of the oil increased from 30 to 80 °C and 120 °C. At higher temperature. the viscosity of the oils will be lower, reducing the oil film thickness and increasing metal-to-metal contact. The Lambda ratio calculated for oils A, B and C (Table 2) at 120 °C was about 0.38 to 0.47 and is significantly lower compared to the values of 0.91–0.93 at 80 °C. This implies increased boundary lubrication and increased metal-to-metal contact. Changes to the nature of tribofilm formed due to increased oil temperature can also have an impact on the wear performance. These changes include those to the chemical species formed, induction time of the tribofilm and the tribofilm stability. At higher temperatures of 80 °C and 120 °C, Oil B provided the best wear performance followed by Oil A, with Oil C providing the worst wear performance. The excellent wear performance of Oil B is likely attributed to the presence of ZDDP additive in the formulation. ZDDP additive is one of the most widely used antiwear additives. The hard phosphate pads within the tribofilm reduce surface interaction and formation of wear debris. MoDTP additive contained in Oil A typically form MoS2 which have been reported to provide excellent wear performance [24, 36]. The poor wear performance of Oil C might be linked to the formation of tribofilm formed containing FeS2. Najman [27] reported the formation of FeS2 as the main constituent of tribofilm formed from tribotesting of organo-sulphur EP additive. The tribofilm formed consisted of “small, smooth and randomly oriented heterogeneous features”. The author argues that the absence of large pad-like structure which is typically of ZDDP tribofilm for example explains the poor wear performance.
3.1.2 Influence of Contact Pressure
Three different loads of 0.98 N, 4.9 N and 9.8 N were used to obtain varying contact pressures of 0.44 GPa, 0.75 GPa and 0.94 GPa, respectively. For these tests, the oil temperature was 80 °C. Friction reduction was observed at higher contact pressures of 0.75 GPa and 0.94 GPa and corresponds to the build-up of stable insulating films as observed with the aid of in situ ECR measurements. In the tests conducted with low contact pressure of 0.44 GPa, friction coefficient is relatively high for the three oils and is between 0.08–0.12 (Fig. 5). In addition, the friction coefficient plot is very unstable. This also corresponds to a fully insulated contact with about 95–97% film coverage with oils A, B and C. The unsteady friction is probably caused by the inability of the low load (100 g/0.98 N) to keep the ball steady on the disc as it oscillates reciprocally at 50 cycles per seconds. This also implies that for the most part, the ball is hardly in direct contact with the disc hence the ball and discs are separated by the oil film. This is likely to be the reason for high film coverage (95–97%) measured at 30 °C. However, at higher contact pressures of 0.75 GPa and 0.94 GPa, friction drops as sliding progresses particularly with Oil A and Oil C and correspond to the build-up of insulating tribofilm in the contact. Figure 6a shows clearly a significant drop in friction as contact pressure increases from 0.44 to 0.75 GPa, and increases slightly when contact pressure increases to 0.94 GPa.

friction coefficient and ECR film coverage for oils A, B and C at 0.44 GPa, 0.75 GPa and 0.94 GPa all tested at 80 °C

Effect of contact pressure on a average friction coefficient and b specific wear rate of Oil A, Oil B and Oil C. Each data point shown on graphs a and b represents the average friction coefficient (N = 3) and average specific wear rate (N = 3), respectively. The error bars represent the standard deviation
Surface chemistry measured on the wear scars evolved as contact pressure increased. Raman results are presented in Fig. 7. With Oil A containing MoDTP, Raman peaks of MoS2 (375 cm−1 and 410 cm−1), Fe3O4 (673 cm−1) and FeMoO4 (918 cm−1) were measured at low contact pressure of 0.44 GPa, at higher contact pressures of 0.75 GPa and 0.94 GPa, only MoS2 was measured. As previously mentioned, FeMoO4 has been linked to high friction performance [11]. MoS2, Fe3O4 and FeMoO4 were also measured on wear scar lubricated with Oil B (containing amine molybdate) for test conducted at 0.44 GPa. However, at higher contact pressures, FeMoO4 peak was not measured. In this study, FeMoO4 was measured for tests conducted at low contact pressure of 0.44 GPa and corresponds to higher friction. This is in agreement with study by Khaemba [11]. With Oil C containing S- and P-based AW/EP additives, Fe3O4 was measured on wear scar lubricated at low contact pressure (0.44 GPa); however, at higher contact pressures FeS2 peaks were measured.

Effect of contact pressure on the Raman spectra measured on wear scars lubricated with a Oil A, b Oil B, and c Oil C
Increasing contact pressure corresponds to increase in surface chemical reactivity and formation of a multi-component tribofilm. EDX characterisation of the wear scars generated at different contact pressures (Fig. 8) shows that the wear scar contains more elements at 0.75 GPa and 0.94 GPa compared to 0.44 GPa. This suggests increased surface chemical reactivity. Increasing the contact pressure leads to a reduction in the lambda ratio (Table 2) from 1.1 at 0.44 GPa to 0.96–0.98 at 0.75 GPa and 0.91–0.93 at 0.94 GPa. Although the reduction in lambda ratio due to increasing contact pressure is relatively small, it is expected that there is increased contact between surfaces at higher contact pressure. This probably contributed to the increased surface reactivity. The elements identified by EDX characterisation on the wear scars generated at high contact pressures (0.75 GPa and 0.94 GPa) is similar to those generated at high temperatures (80 °C and 120 °C) for oils A, B and C. Generally, oxygen is present on the wear scars generated at all contact pressures for the three oils. The implication of the elements presents on the wear scars for oils A, B and C has been discussed in Sect. 3.1.

SEM images and EDX maps of wear scars lubricated by oils A, B and C after a 2 h sliding test at contact pressures of 0.44 GPa, 0.75 GPa and 0.94 GPa
The wear response of the three oils was noticeable different as contact pressure increased. For Oil C, the wear rate continuously increased as contact pressure increased. With Oil B, the wear rate decreases and then increases at 0.94 GPa. Lastly, with Oil A, wear rate increases and then stays roughly the same at 0.94 GPa. The exact reason for the different wear response is not known, however, it could be that the wear regimes in operation as contact pressure increases is specific to individual formulation design and componentry.
3.2 Subsurface Changes and Links to Tribological Performance
Section 3.1 focused on the influence of oil temperature and contact pressure on the tribofilms formed for the different oils and how these affect tribological performance. It was established that increasing temperature and contact pressure increased surface-additive reactivity, hence improving the frictional performance of the oils. However, increase in oil temperature and contact pressure increased wear. This section reports the influence of oil temperature and contact pressure on subsurface mechanical and microstructural changes. In addition, the differences and similarities in the subsurface transformation for the different oils are highlighted. To examine changes taking place in the subsurface during the sliding test, the hardness-depth profile was measured for the as-received disc and within the wear scars (Fig. 9). In addition, the cross-sectional microstructures of the worn surfaces were examined using SEM-FIB technique (Figs. 10, 11, 12, 13, and 14).

Effect of temperature on hardness-depth variation for oils A, B and C. Each data point on graphs a–c represents average hardness (N = 8–15) across the wear scar with at least 50 µm spacing between any two locations of measurement. The error bars represent the standard deviation

Subsurface microstructures of the a as-received material and after 2 h sliding test with Oil A at b 30 °C, c 80 °C, d 120 °C and contact pressure of 0.94 GPa

Higher magnification of the cross-sectional microstructures generated with Oil A at 30 °C, 80 °C and 120 °C

Subsurface microstructures of the a as-received material and after 2 h sliding with Oil B at b 30 °C, c 80 °C, d 120 °C and contact pressure of 0.94 GPa

Higher magnification of the cross-sectional microstructures generated with Oil B at 30 °C, 80 °C and 120 °C

Subsurface microstructures of the a as-received material and after 2-h sliding test with Oil C at b 30 °C, c 80 °C, d 120 °C and contact pressure of 0.94 GPa
3.2.1 Influence of Bulk Oil Temperature
The degree of subsurface-hardening increased for sliding tests conducted at higher temperatures of 80 °C and 120 °C for oils A, B and C. The result for the tests conducted at 30 °C shows that the hardness-depth profile (up to 2 µm below the surface) for oils B and C was relatively unaffected i.e. the hardness-depth profile closely matches that of the unworn surface. However, with Oil A at 30 °C the subsurface was significantly hardened. For oils A, B and C, the subsurface structure was hardened to a greater extent for the tests at 80 °C and 120 °C. To aid the discussion of subsurface hardness-profile, the subsurface region examined (up to 2 µm below the surface) can be sub-divided into two regions: near-surface (< 0.8 µm below the surface) and mid-section (0.8–2 µm). With Oil A, the hardness-depth profile increased uniformly with depth, whereas with oils B and C, there is a gradient in the hardness profile in the near-surface region. The near-surface (< 0.8 µm) structure of Oil C at 80 °C and 120 °C is significantly harder than that of Oils A and B. Besides the general increase in surface hardening with temperature, hardness profile of Oil A appears to be distinct from that of oils B and C which was similarly observed in our preliminary study [20].
The unworn microstructure of the steel disc (speriodized AISI 52100 steel) consists of cementite particles (FeC) embedded in large ferrite grains (see Fig. 10a). The subsurface microstructure of the unworn and worn surfaces were investigated with the aid of FIB preparation technique combined with ion channelling contrast imaging within an SEM. For spheroidised AISI 52100 steel material, dislocations are generated and accumulate in the near-surface structure during boundary lubrication sliding. Further sliding increases the dislocation density and the dislocations begin to form tangles and dense dislocation walls (DDWs). Intersecting DDW divide the large ferrite grains into smaller cells with small misorientation between them. The extent of grain refinement is largely determined by the amount of plastic strain energy imparted into the subsurface microstructure during sliding test.
The cross-sectional microstructure for Oil A generated at different temperatures (Fig. 10) shows that the extent of grain refinement extends much deeper into the material as temperature increased to 80 °C and 120 °C. In addition, the near-surface microstructure integrity appears compromised by the formation of voids. For the structure generated at 30 °C, the ferrite grains have been refined significantly to a large depth of about 4 µm below the surface, below which some of the original ferrite grains appear fairly intact. However, at 80 °C and 120 °C, grain refinement extent much deeper than the area captured (> 6 µm). The higher magnification microstructural images in Fig. 11 show that the refined ferrite grains and carbide particles, although slightly difficult to distinguish in some areas. Some voids appear very near the surface for the structure generated at 80 °C. However, for the structure at 120 °C, some cracks appear to form at the interface of the refined ferrite grain and hard carbide particles.
Again, the depth of grain refinement of the subsurface structure generated with Oil B (Fig. 12) appears to increase with temperature; although the depth of deformation appears to be less when compared to those of Oil A at different temperatures. In addition, the near-surface integrity is also relatively intact. The subsurface microstructure generated at 30 °C contains large ferrite grains with barely any evidence of grain refinement suggesting that the surface was barely deformed during the sliding test. However for the surfaces generated at 80 °C and 120 °C the microstructures were deformed to some extent as evidenced by the refinement of the ferrite grain. The depth of the refined layer is about 2 µm for the surface generated at 80 °C and about 3 µm for the surface generated at 120 °C. Higher magnification of the cross-sectional microstructures (Fig. 13) shows that the near-surface microstructure generated at 30 °C contains particles embedded in the ferrite grains with no evidence of grain refinement. However, grain refinement is observed with the surfaces generated at 80 °C and 120 °C.
The subsurface microstructures generated with Oil C are shown in Fig. 14. Similar to the results of oils A and B, the extent of grain refinement is greater for the test conducted at 80 °C and 120 °C. Closer examination of the very near surface shows that the integrity of the microstructure for the 80 °C and 120 °C is severely compromised when compared to those of oils A and B. The microstructure generated with oil temperature of 30 °C show a thin layer of refined grains (< 1 µm) sitting on large ferrite grains that appear barely deformed. Whereas for the microstructures generated at 80 °C and 120 °C, grain refinement is extensive with depth greater than the capture area (> 6 µm). The higher magnification images of the near-surface (Fig. 15) show clear distinct between the surfaces generated at different temperatures. The near-surface microstructure generated at 30 °C shows refinement of the ferrite grain with no voids or crack. The structure generated at 80 °C shows grain refinement of the ferrite grain but also rupture of the ferrite matrix and troughs probably generated due to wear of the weak ferrite matrix. The trough appears black and is likely filled with tribofilm generated on the surface. The microstructure generated at 120 °C shows evidence of extreme damage including: severe grain refinement, cracks and weak ferrite matrix and troughs containing what appears to be likely tribofilm generated on the surface during sliding. Extreme grain refinement observed for the microstructure generated at 120 °C might explain the relatively high surface hardening with Oil C at 120 °C in Fig. 9c.

Higher magnification of the cross-sectional microstructures generated with Oil C at 30 °C, 80 °C and 120 °C
3.2.2 Influence of Contact Pressure
The effect of contact pressure on the hardness-depth profiles for oils A, B and C are shown in Fig. 16. The extent of surface hardening increased significantly with increase in contact pressure particularly with oils A and C, whereas with Oil B, the hardness-depth profile did not change significantly at higher contact pressures. For Oil A, the hardness-depth profile is fairly uniform up to the measured depth of 2 µm. Conversely, for oils B and C, there is a gradient in the hardness-profile such that the hardness of the near-surface structure increases towards the surface. The extent of surface hardening in the near-surface region (< 0.8 µm) is relatively high with Oil C (particularly for the tests at 80 °C and 120 °C), with values at the surface (9–11 µm) exceeding twice the value of the unworn surface (approx. 4 µm).

Effect of contact pressure on hardness-depth variation for oils A, B and C. Each data point on graphs a–c represents average hardness (N = 8–15) across the wear scar with at least 50 µm spacing between any two locations of measurement. The error bars represent the standard deviation
Figure 17 shows the cross-sectional microstructures generated with Oil A at different contact pressures. For the test conducted at 0.44 GPa, the microstructure shows grain refinement up to about 3 µm below the surface. Below 3 µm, large ferrite grains appear undeformed. The microstructure generated at 0.75 and 0.94 GPa shows extensive grain refinement to a depth beyond the captured area (> 6 µm). For the microstructure generated at 0.94 GPa, it appears that there is a gradient in the grain size with increasingly bigger grains with depth. Higher magnification images of the cross-sectional mictrostructures are shown in Fig. 18. Grain refinement of the ferrite matrix is evident from the microstructures generated at 0.44 GPa, 0.75 GPa and 0.94 GPa. However, voids near the surface only appear on the microstructure generated with contact load of 0.94 GPa.

Subsurface microstructures of the a as-received material and after 2-h sliding test with Oil A at b 0.44 GPa, c 0.75 GPa, d 0.94 GPa and temperature of 80 °C

Higher magnification of the cross-sectional microstructures generated with Oil A at 0.44 GPa, 0.75 GPa and 0.94 GPa all tested at 80 °C
From the cross-sectional microstructures for Oil B (Fig. 19), the depth of the refined ferrite grain is limited to about 2 µm for the test at different contact pressures; whereas with Oil A, the depth of grain refinement exceeds 6 µm for the 0.75 GPa and 0.94 GPa microstructures. The layer of refined ferrite grain seats on large ferrite grains that appear intact and undeformed. This suggests that plastic strain accumulated during sliding is largely limited to the near surface (≤ 2 µm). Higher magnification images of the near-surface structures (Fig. 20) shows refined ferrite grains with voids/cracks except for the microstructure at 0.94 GPa were a few voids can be seen.

Subsurface microstructures of the a as-received material and after 2 h sliding test with Oil B at b 0.44 GPa, c 0.75 GPa, d 0.94 GPa and temperature of 80 °C

Higher magnification of the cross-sectional microstructures generated with Oil B at 0.44 GPa, 0.75 GPa and 0.94 GPa all tested at 80 °C
The subsurface microstructure generated with Oil C at different contact pressures are shown in Fig. 21. There is evidence of increased plastic strain accumulation with increasing contact pressure. To begin with, the depth of grain refinement increased with contact pressure from about 2 µm for both the 0.44 GPa and 0.75 GPa microstructure to about 5 µm for the 0.94 GPa microstructure. Closer observation of the near-surface microstructure (Fig. 22) shows that with the microstructure generated at 0.44 GPa, the ferrite grain is refined but the surface is intact with no voids or cracks. Whereas with the microstructure generated at 0.75 GPa, some of the grains appear elongated, there is evidence of delamination of the ferrite matrix and generation of troughs contain black matter which is likely tribofilm generated at the surface. For the microstructure generated at 0.94 GPa, troughs are also generated as well as the formation of cracks aligned in the sliding direction.

Subsurface microstructures of the a as-received material and after 2 h sliding with Oil C at b 0.44 GPa, c 0.75 GPa, d 0.94 GPa and temperature of 80 °C

Higher magnification of the cross-sectional microstructures generated with Oil C at 0.44 GPa, 0.75 GPa and 0.94 GPa all tested at 80 °C
3.3 Subsurface Transformation: Differences Between the Oils
Oils A, B and C were tested under the same sliding conditions using the HFRR tribometer; however, there are differences in the subsurface mechanical and microstructural responses. The three oils have different base oil-additive combination and were specifically selected to provide different tribofilms and tribological performance. The nature of tribofilm formed and subsurface changes for the oils A, B and C has been discussed in Sects. 3.1 and 3.2, respectively. In this section, we highlight and discuss the differences and similarities in subsurface transformation for the different oils. The results (Figs. 23, 24) from the tests conducted at temperature of 80 °C and contact pressure of 0.94 GPa have be use to facilitate the discussion.

Hardness-depth variation of Oils A, B and C at 80 °C/0.94 GPa. Each data point on graphs a–c represents average hardness (N = 8–15) across the wear scar with at least 50 µm spacing between any two locations of measurement. The error bars represent the standard deviation

Subsurface microstructures of the a as-received material, b Oil A, c Oil B, d Oil C after sliding test at 80 °C/0.94 GPa
From the cross-sectional microstructures (Fig. 24), it evident that the depth of the grain-refined layer for Oil B is relatively shorter and is less than 2 µm, whereas with oils A and C, it extends much deeper into the material and extends up to 6 µm below the surface for Oil A and about 5 µm for Oil C. This corresponds with the hardness-depth results (Fig. 23) which shows that with Oil B there is less hardening of the subsurface structure in the mid-section (0.8–2 µm), followed by Oil C and then Oil A. Although both Oils A and B contain different Mo-based friction modifiers, they both form tribofilms containing low friction MoS2 (see Figs. 3, 7); yet their subsurface responses are different under the same tribological testing conditions. Less strain hardening and shallower depth of refined ferrite grains observed with Oil B suggest that under the same operating conditions in sliding test, the nature of the tribofilm formed provides better surface protection and hence is able to minimize the amount of plastic strain introduced into the subsurface structure. There are a few aspects of the tribofilm formation that might explain the peculiarity observed with Oil B, this includes: how quickly the tribofilm forms, its stability once formed and its mechanical properties (shear strength and hardness). Oil B contains ZDDP additives which typically forms a tribofilm made up of iron and zinc phosphate matrix containing sulphides species [31]. This films form relatively quickly [37, 38], are very stable (chemically and mechanically) once formed [4, 39]. This attributes can help minimise direct contact between the sliding surfaces and as such limit plastic deformation at the surface and strain accumulation in the subsurface structure.
Another major difference in the subsurface transformation for the oils is evident from the hardness-depth profiles (Fig. 23). The hardness profile for Oil A is relatively uniform with depth (up to 2 µm). However, with oils B and C, There is a gradient in the hardness profile, with hardness increasing towards the surface. Although with oils B and C there is a gradient in hardness, it is clear that the near surface hardness (0.8 µm) of Oil C is much higher than that of Oil B. The cross-sectional microstructures (from Fig. 24) for oils B and C are also distinct particularly very near the surface. Higher magnification of the near surfaces (Fig. 25) shows evidence of grain refinement for Oil B and Oil C; however, it appears that the ferrite grains are more refined (smaller grains) with Oil C. The smaller ferrite grains could explain the higher hardness. Going by the Hall–Petch theory of grain-boundary strengthening [40], we would expect strengthening of the near-surface structure as the grains become smaller. Although it is still not clear, why it appear that strain localisation exist with oils B and C, and not with Oil A.

Higher magnification of the cross-sectional microstructures generated with Oils A, B and C at 80 °C/0.94 GPa
Relatively high surface hardening observed with Oil C (Fig. 23) localised very near the surface corresponds with very fine grains near the surface (Fig. 25) and might explain the relatively high wear measured with Oil C (Figs. 2, 6). Subsurface nanocrystalline layer plays a role in the generation of wear particles [41] and the extent of wear [42, 43]. Plastic strain accumulation and localization near the surface leads to increasingly smaller grain. Buscher et al. [41] in their study of subsurface nanocrystalline layer and its relationship with wear showed that wear debris size correlates to the nanocrystalline grain size. Hence, they postulate that wear debris is generated from torn out nanocrystals in the near surface. The cementite particles in the AISI 52100 steel are much harder than the ferrite matrix. The interface between the grains and the particles can act as a stress concentration point and region of ferrite grain delamination. This is supported by the result of Oil C (Fig. 25) where cracks are clearly observed.
4 Conclusions
This paper investigated the influence of oil temperature and contact pressure on the tribological performance of three industrial gear oils (Oils A, B and C), the nature of the tribofilm formed and subsurface (mechanical and microstructural) changes. The following conclusions are drawn:
The extent of friction and wear protection provided by gear oils is significantly influenced by the oil temperature and contact pressure. At higher temperature and contact pressure, frictional performance is improved as surface-additive interaction increases and friction-reducing tribofilms are formed. However, wear performance deteriorates.
Investigating the influence of oil temperature and contact pressure on subsurface changes provided insight into the gear oil performance. Higher temperature and contact pressure promotes near-surface hardening and degradation of near-surface microstructural integrity by extensive deformation; this corresponds to lower wear performance.
Although Oil A and Oil B both contain molybdenum based friction modifiers, the extent of strain-hardening and the depth of grain refinement in the near surface is significantly reduced with Oil B which also contains antiwear additive (ZDDP) and corresponds to its superior wear performance in comparison to Oil A and Oil C.
The nature of strain-hardening is distinct with Oil A which has a uniform hardness-depth profile whereas there was a gradient hardness-depth profiles for oils B and C in the near-surface region (< 2 µm below the surface).
The additive mix contained in a gear oil influences the nature of tribofilm formed but also the nature of subsurface changes. The results of this study emphasize the benefit of combining surface characterisation with subsurface analysis in the tribological performance of lubricants
References
Beeck, O., Givens, J., Williams, E.: On the mechanism of boundary lubrication. II. Wear prevention by addition agents. Proc. R. Soc. Lond. Ser. A 177(968), 103–118 (1940)
Tung, S.C., Gao, H.: A study of break-in film development with different piston ring coatings and correlation with electrical contact resistance measurements. Tribol. Trans. 46(3), 326–331 (2003)
Fujita, H., Glovnea, R., Spikes, H.: Study of zinc dialkydithiophosphate antiwear film formation and removal processes, Part I: experimental. Tribol. Trans. 48(4), 558–566 (2005)
Morina, A., Neville, A.: Tribofilms: aspects of formation, stability and removal. J. Phys. D 40(18), 5476 (2007)
Komvopoulos, K., Chiaro, V., Pakter, B., Yamaguchi, E., Ryason, P.: Antiwear tribofilm formation on steel surfaces lubricated with gear oil containing borate, phosphorus, and sulfur additives. Tribol. Trans. 45(4), 568–575 (2002)
Ye, J., Kano, M., Yasuda, Y.: Evaluation of local mechanical properties in depth in MoDTC/ZDDP and ZDDP tribochemical reacted films using nanoindentation. Tribol. Lett. 13(1), 41–47 (2002)
Ye, J., Kano, M., Yasuda, Y.: Evaluation of nanoscale friction depth distribution in ZDDP and MoDTC tribochemical reacted films using a nanoscratch method. Tribol. Lett. 16(1–2), 107–112 (2004)
Bec, S., Tonck, A., Georges, J.-M., Roper, G.W.: Synergistic effects of MoDTC and ZDTP on frictional behaviour of tribofilms at the nanometer scale. Tribol. Lett. 17(4), 797–809 (2004)
Hashimoto, C., Okubo, H., Tadokoro, C., Sasaki, S.: Correlation between nano-mechanical and macro-tribological properties of tribofilms derived from organic phosphoric additives. Tribol. Online 11(5), 632–638 (2016)
Landauer, A.K., Barnhill, W.C., Qu, J.: Correlating mechanical properties and anti-wear performance of tribofilms formed by ionic liquids, ZDDP and their combinations. Wear 354, 78–82 (2016)
Khaemba, D.N., Neville, A., Morina, A.: New insights on the decomposition mechanism of Molybdenum DialkyldiThioCarbamate (MoDTC): a Raman spectroscopic study. RSC Adv. 6(45), 38637–38646 (2016)
Gosvami, N., Bares, J., Mangolini, F., Konicek, A., Yablon, D., Carpick, R.: Mechanisms of antiwear tribofilm growth revealed in situ by single-asperity sliding contacts. Science 348(6230), 102–106 (2015)
Ji, H., Nicholls, M.A., Norton, P.R., Kasrai, M., Capehart, T.W., Perry, T.A., Cheng, Y.-T.: Zinc-dialkyl-dithiophosphate antiwear films: dependence on contact pressure and sliding speed. Wear 258(5–6), 789–799 (2005)
Martin, J.M., Grossiord, C., Varlot, K., Vacher, B., Igarashi, J.: Synergistic effects in binary systems of lubricant additives: a chemical hardness approach. Tribol. Lett. 8(4), 193–201 (2000)
Morina, A., Neville, A., Priest, M., Green, J.: ZDDP and MoDTC interactions and their effect on tribological performance–tribofilm characteristics and its evolution. Tribol. Lett. 24(3), 243–256 (2006)
Khaemba, D.N., Neville, A., Morina, A.: A methodology for Raman characterisation of MoDTC tribofilms and its application in investigating the influence of surface chemistry on friction performance of MoDTC lubricants. Tribol. Lett. 59(3), 38 (2015)
Cao, S., Sarasin, F., Cantoni, M., Mischler, S.: Effect of surface films on tribologically induced metallurgical transformations of steel in oil lubricated contacts. Wear 368, 75–83 (2016)
Qu, J., Bansal, D.G., Yu, B., Howe, J.Y., Luo, H., Dai, S., Li, H., Blau, P.J., Bunting, B.G., Mordukhovich, G.: Antiwear performance and mechanism of an oil-miscible ionic liquid as a lubricant additive. ACS Appl. Mater. Interfaces 4(2), 997–1002 (2012)
Reichelt, M., Gunst, U., Wolf, T., Mayer, J., Arlinghaus, H.F., Gold, P.W.: Nanoindentation, TEM and ToF-SIMS studies of the tribological layer system of cylindrical roller thrust bearings lubricated with different oil additive formulations. Wear 268(11–12), 1205–1213 (2010)
Adebogun, A., Hudson, R., Breakspear, A., Warrens, C., Gholinia, A., Matthews, A., Withers, P.: Industrial gear oils: tribological performance and subsurface changes. Tribol Lett 66(2), 65 (2018)
Kajdas, C., Majzner, M.: Boundary lubrication of low-sulphur diesel fuel in the presence of fatty acids. Lubr. Sci. 14(1), 83–108 (2001)
Hamrock, B.J., Dowson, D.: Minimum film thickness in elliptical contacts for different regimes of fluid-film lubrication. (1978).
Thibeau, R.J., Brown, C.W., Heidersbach, R.H.: Raman spectra of possible corrosion products of iron. Appl. Spectrosc. 32(6), 532–535 (1978)
Yamamoto, Y., Gondo, S.: Friction and wear characteristics of molybdenum dithiocarbamate and molybdenum dithiophosphate. Tribol. Trans. 32(2), 251–257 (1989)
Grossiord, C., Varlot, K., Martin, J.-M., Le Mogne, T., Esnouf, C., Inoue, K.: MoS2 single sheet lubrication by molybdenum dithiocarbamate. Tribol. Int. 31(12), 737–743 (1998)
Vogt, H., Chattopadhyay, T., Stolz, H.: Complete first-order Raman spectra of the pyrite structure compounds FeS2, MnS2 and SiP2. J. Phys. Chem. Solids 44(9), 869–873 (1983)
Najman, M., Kasrai, M., Bancroft, G.: X-ray absorption spectroscopy and atomic force microscopy of films generated from organosulfur extreme-pressure (EP) oil additives. Tribol. Lett. 14(4), 225–235 (2003)
Miyajima, M., Kitamura, K., Matsumoto, K.: Characterization of tribofilm with the remaining lubricating oil by Raman spectroscopy. Tribol. Online 10(3), 225–231 (2015)
Costello, M.T., Urrego, R.A.: Study of surface films of the ZDDP and the MoDTC with crystalline and amorphous overbased calcium sulfonates by XPS. Tribol Trans 50(2), 217–226 (2007)
Wei, D., Song, H., Wang, R.: An investigation of the effects of some motor oil additives on the friction and wear behaviour of oil-soluble organomolybdenum compounds. Lubr. Sci. 4(1), 51–72 (1991)
Minfray, C., Martin, J., De Barros, M., Le Mogne, T., Kersting, R., Hagenhoff, B.: Chemistry of ZDDP tribofilm by ToF-SIMS. Tribol. Lett. 17(3), 351–357 (2004)
Martin, J.M., Grossiord, C., Le Mogne, T., Bec, S., Tonck, A.: The two-layer structure of Zndtp tribofilms: Part I: AES, XPS and XANES analyses. Tribol. Int. 34(8), 523–530 (2001)
Komvopoulos, K., Do, V., Yamaguchi, E., Yeh, S., Ryason, P.: X-ray photoelectron spectroscopy analysis of antiwear tribofilms produced on boundary-lubricated steel surfaces from sulfur-and phosphorus-containing additives and metal deactivator additive. Tribol. Trans. 47(3), 321–327 (2004)
Evans, R.D., More, K.L., Darragh, C.V., Nixon, H.P.: Transmission electron microscopy of boundary-lubricated bearing surfaces. Part II: Mineral oil lubricant with sulfur-and phosphorus-containing gear oil additives. Tribol. Trans. 48(3), 299–307 (2005)
Sakamoto, T., Uetz, H., Föhl, J., Khosrawi, M.: The reaction layer formed on steel by additives based on sulphur and phosphorus compounds under conditions of boundary lubrication. Wear 77(2), 139–157 (1982)
Yamamoto, Y., Gondo, S., Kamakura, T., Tanaka, N.: Frictional characteristics of molybdenum dithiophosphates. Wear 112(1), 79–87 (1986)
Zhang, Z., Yamaguchi, E., Kasrai, M., Bancroft, G.: Tribofilms generated from ZDDP and DDP on steel surfaces: Part 1, growth, wear and morphology. Tribol. Lett. 19(3), 211–220 (2005)
Aktary, M., McDermott, M.T., McAlpine, G.A.: Morphology and nanomechanical properties of ZDDP antiwear films as a function of tribological contact time. Tribol. Lett. 12(3), 155–162 (2002)
Bancroft, G., Kasrai, M., Fuller, M., Yin, Z., Fyfe, K., Tan, K.H.: Mechanisms of tribochemical film formation: stabilityof tribo-and thermally-generated ZDDP films. Tribol. Lett. 3(1), 47–51 (1997)
Weertman, J.: Hall-Petch strengthening in nanocrystalline metals. Mater. Sci. Eng. A 166(1–2), 161–167 (1993)
Büscher, R., Täger, G., Dudzinski, W., Gleising, B., Wimmer, M., Fischer, A.: Subsurface microstructure of metal-on-metal hip joints and its relationship to wear particle generation. J. Biomed. Mater. Res. B 72(1), 206–214 (2005)
Kolubaev, A., Tarasov, S., Sizova, O., Kolubaev, E.: Scale-dependent subsurface deformation of metallic materials in sliding. Tribol. Int. 43(4), 695–699 (2010)
Panin, V., Kolubaev, A., Tarasov, S., Popov, V.: Subsurface layer formation during sliding friction. Wear 249(10–11), 860–867 (2001)
Acknowledgements
The authors would like to thank the Engineering Physical Sciences Research Council (EPSRC) for financing this project through the Advanced Metallic systems Centre of Doctoral training (CDT). The authors would also like to thank the BP International Centre for Advanced Materials (BP-ICAM) for their financial support. Appreciation also goes to Dr. Chris Warrens and Andrew Forrests for their kind assistance in conducting the pressure-viscosity and nanoindentation experiments, respectively.
Funding
This study was funded by Engineering and Physical Sciences Research Council (Grant No. EP/G036950/1).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Adebogun, A., Hudson, R., Matthews, A. et al. Industrial Gear Oils: Influence of Bulk Oil Temperature and Contact Pressure on Tribological Performance and Subsurface Changes. Tribol Lett 68, 48 (2020). https://doi.org/10.1007/s11249-020-1287-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-020-1287-z