
Abstract
In this study, modification of European beech wood (Fagus sylvatica) through in situ esterification of sorbitol and citric acid (SorCA) was investigated at two curing temperatures, 140 and 160 °C. In order to determine the optimum condition for modification, an aqueous solution of SorCA at varying concentrations was evaluated (10, 20, 30, and 55% w/w). Physical, mechanical, chemical, and durability properties of the modified wood were examined. Results have disclosed that among different SorCA concentrations, treatment with SorCA at 30% w/w was considered as the optimum concentration independent of the curing temperature. Under these conditions, anti-swelling efficiency increased to approx. 55% and modulus of elasticity increased slightly with approx. 9% in comparison with untreated wood. Decay resistance against white-rot (Trametes versicolor), brown-rot (Coniphora puteana), and soft-rotting microfungi classified the SorCA-30%-modified wood as very durable. In addition, thermogravimetric study evidenced that SorCA 30%-modified wood has a lower thermal decomposition temperature in comparison with untreated wood/wood control by 20 °C difference, indicating that the SorCA-modified wood possibly has fire-retardant properties. However, due to the acidic properties of the SorCA solution, modulus of rupture (MOR) and mainly work to maximum load in bending decreased considerably.
Similar content being viewed by others
Introduction
Esterification is one of the most common chemical reactions utilized in wood modification. Under practical conditions, this technique can be applied to two types of wood modification, wood esterification and esterification-based bulk impregnation (Hill 2011). In wood esterification, the reaction is commonly based on the reaction of anhydride/carboxylic acid/isocyanate/ester groups of a modifying agent (chemical) and hydroxyl groups of wood (Rowell 1983; Hill et al. 2007), while in esterification-based bulk impregnation, esterification is usually based on the reaction of anhydride/carboxylic acid/isocyanate groups of one modifying agent and hydroxyl groups from other modifying agents/and wood (Essoua et al. 2016; Mubarok et al. 2016; Berube et al. 2017; L’hostis et al. 2017; Larnøy et al. 2018). Even though both techniques work with the same principle as the formation of ester bonds, in terms of the modified wood properties, they show different characteristics.
With a relatively lower reactivity of chemicals needed to undergo esterification-based bulk impregnation wood modification, this technique has attracted interest in recent years due to an increase in environmental awareness. This technique involves polyesterification of sorbitol and citric acid, as using relatively cheap chemicals, common in food and beverages industries, can be another alternative for environmentally friendly wood modification method. In addition, sorbitol and citric acid both are easily soluble in water and do not need any extra safety precautions during the wood modification process. The reusability of the impregnating solution and an odorless character of the modified wood are further advantages of this method compared to other wood modification techniques such as acetylation and furfurylation. In view of these advantages, the method is promising for further upscaling and commercialization.
Wood modification based on in situ esterification of sorbitol and citric acid has been initially demonstrated by Larnøy et al. (2018). Based on the optimum condition for the esterification of sorbitol–citric acid developed by Doll et al. (2006), Larnøy et al. (2018) have used the SorCA process to modify pine wood with high concentration, 55% w/w. The study reported that the sorbitol–citric acid-impregnated wood treated at 140 °C curing condition gave a significant increase in weight percent gain after leaching, improvement in leaching resistance and dimensional stability, a high decay resistance (Postia placenta and Trametes versicolor), and better resistance against blue stain fungi than samples cured at 103 °C and untreated wood. Even though the optimum ratio of sorbitol to citric acid has been found more than a decade ago and in situ polyesterification on wood has been conducted recently, the optimum concentration of the chemicals during application in relation to the modified wood properties is still unknown and needs to be studied.
The objective of this study was to investigate in situ esterification of sorbitol and citric acid (SorCA) on European beech (Fagus sylvatica), known as a wood species with low dimensional stability and poor natural durability (EN 350 2016). Since each wood species has a different anatomical structure and in order to avoid excessive chemical use as well as to find the optimum conditions for modification, different concentrations of SorCA during impregnation were also evaluated under varying temperatures (140 and 160 °C). Moreover, some physical, mechanical, and chemical properties of the modified wood, as well as its decay resistance against white-rot, brown-rot, and soft-rot fungi, were demonstrated.
Experimental
Materials and sample preparation
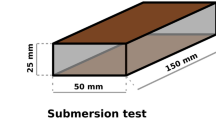
Defect-free samples of European beech (Fagus sylvatica) sapwood (moisture content, ± 11%) were prepared and cut into sizes detailed in Table 1. Prior to the cutting process, the wood material was room-conditioned at approx. 20 °C/60% relative humidity (RH).
Technical-grade citric acid crystals (approx. 97% in purity) were purchased from PanReac AppliChem. Laboratory-grade sorbitol crystal (approx. 99% in purity) was purchased from CHEMSOLUTE®bio.
Formulation of SorCA solutions
Four concentrations (10, 20, 30, and 55% w/w) of sorbitol–citric acid (SorCA) aqueous solutions were prepared. The solution was made by diluting 1 equimolar of sorbitol and 3 equimolar of citric acid crystal in deionized water until it reaches the destined concentration. pH, total solid (TS), and density (D) were measured for all SorCA solutions. pH was measured using a pH meter from Mettler Toledo, calibrated by two buffer solutions 4.00 and 7.00 from CHEMSOLUTE. Total solid was measured with a total solid meter (SARTORIUS MA 35). Density was measured by means of an analytical balance (SARTORIUS) and volumetric pipette 10 ml, Pyrex.
Wood modification
Beech wood samples were carefully dried to avoid crack formation at increasing temperature and drying time, 40 (24 h), 60, (24 h), 80 (24 h), 103 °C (24 h), and weighed (m0). Then, the volumes were measured by means of flatbed micrometer (V0). The samples were thereafter impregnated into different SorCA solutions under vacuum condition (5–10 kPa, 1 h), followed by pressure conditions (1200 kPa, 1 h). Impregnation of wood samples in water was also conducted as a control for the following step. At the end of the impregnation process, all samples were removed, and excess impregnating solution on the samples was wiped off. Each sample was then re-measured for its wet weight (m1) and wet volume (V1). Afterward, the samples were re-dried carefully at room condition (2–3 days), 40 (24 h), 60, (24 h), 80 (24–48 h), and 103 °C (24 h) to avoid drying defects. They were then weighed (m2), and their volumes were re-measured (V2). All SorCA-impregnated samples and controls were then divided into two groups for a further curing process. One group was cured at 140 °C and another group at 160 °C with the same curing period, 24 h. Finally, each cured sample was re-measured for its weight (m3) and volume (V3) and then conditioned at room temperature.
During the modification, solution uptake and swelling caused by the impregnating solution were calculated as follows (Eqs. 1, 2):
where m0 is the initial mass of oven-dry wood at 103 °C, m1 the wet mass of wood just after impregnation, V0 the initial volume of oven-dry wood at 103 °C, and V1 the wet volume of wood after impregnation.
After the drying process at 103 °C, prior to the thermal treatment, weight percent gain (WPG) and bulking (B) values at 103 °C were measured. Further, after the thermal process at 140/160 °C, mass changes (∆m), bulking after thermal treatment (∆V), and weight losses due to curing (WL) at 140/160 °C were calculated as follows (Eqs. 3–7):
where WPG is the weight percent gain value of impregnated wood at 103 °C, B the bulking value of impregnated wood at 103 °C, ∆m the mass change/WPG value of impregnated wood after curing at 140/160 °C, ∆V volume change/bulking value after curing at 140/160 °C, WL the weight loss value of impregnated wood due to curing at 140/160 °C, m2 and V2 the mass and volume of oven-dry wood at 103 °C after impregnation, and m3 and V3 the mass and volume of oven-dry wood after curing at 140/160 °C.
Leaching and anti-swelling efficiency (ASE) analyses
Leaching test referred to EN 84 (1997). All SorCA-treated samples, controls, and untreated samples [10 × 25 × 25 mm3 (L, T, R), n = 10] were oven-dried at 103 °C and weighed (m4). The volumes were measured (V4), followed by the leaching procedure according to EN 84 (1997). Afterward, the samples were dried stepwise to avoid drying defects, at room temperature (2–3 days), 40 (24 h), 60, (24 h), 80 (24–48 h), 103 °C (24 h), weighed (m5), and the volume was measured (V5). In order to know the acidity of the leachate from the leaching test, the weight and pH of the leachate were measured for every water change period. From this leaching test, mass change after leaching (∆mL), weight losses due to leaching (WLL), bulking after leaching (∆VL), and acidity of the leachate ([H+]) and pH of the total leaching solution can be calculated as follows (Eqs. 8–12):
where ∆mL is the mass change value of the wood sample after leaching, WLL the mass loss value of the wood sample after leaching, ∆VL the volume change value of the wood sample after leaching, m4 the dry mass of sample before leaching, m5 dry mass of sample after leaching, V5 dry volume of sample after leaching, [H+] the acidity of the leachate in molar (M) unit, mol H+/L the concentration obtained as the sum of 10−pH × volume of each leachate for each water change then divided by a total volume of leachate from the leaching test, and pH leachate the pH calculated as -log [H+] of total leachate of the leaching test.
ASE was measured with the same samples as for the leaching test, using three cycles of a drying–wetting system. Because the first cycle of the ASE can be measured at the end of the leaching test, the second and the third cycles of ASE were measured by continuing the remaining two cycles of re-wetting underwater (exposed to vacuum at 5–10 kPa for 20 min and 24 h at room condition) and re-drying [at room condition (2–3 days), 40 (24 h), 60, (24 h), 80 (24–48 h), 103 °C (24 h)] processes. By recording the dry and wet volumes of treated and untreated woods in each cycle, swelling (S) and ASE can be calculated as follows (Eqs. 13, 14):
where S is the percentage of swelling of wood sample, Vd the dry volume of the sample, Vw the wet volume of the sample.
where ASE is the percentage of anti-swelling efficiency of treated wood, S0 the swelling of untreated wood, and S1 the swelling of treated wood.
The recorded dry weight (m6) of the samples after three leaching cycles during ASE test can be used for calculating weight losses due to leaching after ASE (WLASE) as follows (Eq. 15):
where WLASE is the weight loss after three leaching cycles during ASE test, m6 the dry mass at 103 °C of samples after three leaching cycles of ASE test.
Modulus of elasticity (MOE), modulus of rupture (MOR), and work to maximum load in bending (WMLB)
This measurement referred to DIN 52186 (1978). Treated and untreated samples measuring 180 × 10 × 10 mm3 (L, T, R) were placed in a climatic room, at 20 ± 1 °C and 65 ± 3% relative humidity (RH), until constant mass. Prior to the measurement, the dimension of the samples was re-measured for data input to the machine program. Afterward, the samples were measured for their increment in load and displacement values by means of ZWICK Z010 universal testing machine equipped with testXpert® II software. MOE, MOR, and WMLB were calculated automatically by the machine.
Fourier transform infrared (FTIR) spectroscopy
FTIR spectra were recorded on a Bruker Alpha Eco-ATR instrument. The samples were prepared by grinding the treated and untreated woods into fine powder. Spectra were recorded in the range of 4000–400 cm−1 at a resolution of 4 cm−1 and 16 scans with an ATR mode. Measurement was taken minimum twice for each type of sample. In addition, SorCA pure powder was also created and observed through evaporation/curing of the SorCA solution at different temperatures of 103, 140, and 160 °C for 24 h.
Thermogravimetric (TG) analysis
Thermogravimetric analysis was performed on a TG 209 F1 Iris instrument. Sample powder (± 15 mg, 40–60 mesh) was placed in alumina (Al2O3) crucible. Thermogram was recorded using a heating rate of 10 °C/min from 50 to 700 °C under a nitrogen purge (20 ml/min). The TG analysis was also undertaken for SorCA pure treated at 103, 140, and 160 °C.
Microscopic observation
Microscopic observation of the wood samples was carried out by means of an Axioplan 2 imaging microscope with Zeiss optic equipped with Nikon D5-Fi2 Digital Sight and NIS-Elements imaging software.
Stability observation for the impregnating solution
Since it is important for practical reasons in upscaling technology, the SorCA solution should be reusable. For this reason, the solution stability was monitored. The SorCA solution was measured to confirm any changes in its composition. Stability test of the impregnating solution was carried out by monitoring the ex-impregnating solutions from precipitation/and fungi for a period of 4 months. The monitored solution was kept in a chamber with a tight transparent cover. At the end of the test, pH of each SorCA solution was measured. The formation of the precipitation/and fungi, as well as the pH of the solution, could mean that the composition of the impregnating solution has changed.
Decay resistance properties against white-rot, brown-rot, and soft-rot fungi
Durability test against decay was performed according to CEN/TS 15083-1 (2006) and EN 113 (1996) for basidiomycetes with durability class according to EN 350 (2016), while durability test against soft-rotting microfungi was performed according to CEN/TS 15083-2 (2006), including its durability classification.
Results and discussion
Formulation and modification analysis
Data of total solid (TS), pH, and density (D) of different SorCA solutions are presented in Table 2. In addition, data of solution uptake, swelling, weight percent gain (WPG), and bulking (B) before curing at 140/160 °C are presented in Fig. 1.

Data of solution uptake, swelling at saturated state (S), weight percent gain (WPG), and bulking (B) before curing at 140/160 °C (each value was based on the average of 10 samples)
Results show that solution uptake increased as the SorCA concentration increased. Similarly, solution uptake was observed between water-impregnated wood (control) and SorCA 10/20%-impregnated wood. At higher concentrations, due to the weight of chemicals (density), solution uptake values appear somewhat higher. Even though a minor increase in swelling (1–2%) was observed when applying SorCA 30 and 55%, higher amounts of the polar groups in SorCA solution (–OH and –COOH) might trigger an additional swelling in impregnated wood beside water-induced swelling. At the highest SorCA concentration, solution uptake reached around 151%, which was lower than the results from Larnøy et al. (2018) for Pinus sylvestris (162 ± 17%). This was expected and can be explained by differences in anatomy and density of the used wood species.
With similar trends as for the increase in the density of the SorCA solution, WPG and bulking value (B) increased linearly until a concentration of SorCA 30%. However, bulking increased slightly, while WPG increased drastically to 73% at SorCA 55%. This rapid increase in WPG may have been attained due to maximum bulking with SorCA solution at a higher concentration of 55%, as well as deposition of SorCA in the cell lumina. To avoid drying defects of the SorCA-modified wood, a stepwise increase in temperature after impregnation was performed during this drying process.
Data of mass change (∆m), weight loss (WL), and volume change/bulking (∆V) values after curing at 140/160 °C are presented in Fig. 2.

Data of mass change (∆m), weight loss (WL), and volume change (∆V) values after thermal process (curing at 140/160 °C) (each value was based on the average of 10 samples)
After curing at 140/160 °C, mass change values (∆m) (WPG after curing at 140/160 °C) increased as the SorCA concentration increased. Due to a small effect of thermal degradation at 140 °C, where weight loss (WL) for the wood control was only 1%, ∆m increased linearly until a concentration of SorCA 30% and increased drastically at SorCA 55%. WL values ranged from 2 to 6%, and the highest WL values were observed in SorCA 30- and 55%-modified woods. These WL values mainly originated from the release of water as a by-product of the esterification reaction between sorbitol and citric acid (Larnøy et al. 2018). At the same curing temperature, Larnøy et al. (2018) obtained approx. 15% of WL value. Curing duration, wood species, and its variabilities might explain these differences.
On the other hand, at the highest curing condition (160 °C) and stronger effects of thermal degradation (WL values of wood control was ± 3%), ∆m of all SorCA-modified wood decreased by about 22–50% compared to curing at 103 °C. A lower amount of SorCA impregnated in the wood (less shielding effect) and a mild thermal degradation in acidic condition presumably induced the highest decrease in ∆m values (± 50%) in SorCA 10 and 20%-modified wood. In contrast, due to the excessive amount of SorCA in wood, which possibly deposited in the cell lumen/and the wood cavities, the combination effects of polyesterification reaction (by releasing water) and mild thermal degradation in acidic condition, ∆m value of SorCA 55%-modified wood was lower by about 30% from its pre-curing condition (WPG at 103 °C). As a consequence, WL values observed at this condition reached about 14%. However, due to a proportional amount of SorCA at 30% concentration, the SorCA 30%-modified wood showed the lowest decrease in ∆m values (± 22%). Eventually, the here used drying processes will not be used on an industrial scale. Further upscaling of the processes is needed to adapt the curing process to more practical conditions.
Leaching analysis
Data of mass change after leaching (∆mL), weight loss due to leaching (WLL), and bulking values after leaching (∆VL) are presented in Fig. 3.

Data of mass change after leaching (∆mL), weight loss due to leaching (WLL), and bulking values after leaching (∆VL) (each value was based on the average of 10 samples)
After the leaching process, a decrease in mass change (∆m) values was observed for all wood samples, where wood control and SorCA 10%-modified wood for both 140 and 160 °C curing conditions reached the highest decrease of approx. 50% (the difference between ∆m and ∆mL). A lower amount of SorCA was also an important factor in this matter, inducing the intensive decrease in ∆m values due to either the thermal or the leaching process. In terms of mass loss due to leaching values (WLL), almost in all cases, SorCA-modified wood cured at 160 °C gave the lowest leaching, indicating an intensive polyesterification had occurred at this curing temperature. This explanation is in accordance with Doll et al. (2006), reporting that polymerization between sorbitol and citric acid takes place faster at 150 °C than at 110 °C. On the other hand, among all treatments, treatment with SorCA 30%-modified wood for both curing processes showed the lowest decrease in ∆m values for both curing and leaching processes, which might support the statement for its proportional amount of SorCA used in the modification. A similar volume change/bulking after leaching value (∆VL) for SorCA 30%-modified wood also indicated a similar stability of this system for both curing processes.
Dimensional stability analysis
Data of anti-swelling efficiency (ASE) and weight loss due to leaching (WLASE) after three cycles of the drying–wetting process in ASE test are presented in Fig. 4.

Data of anti-swelling efficiency (ASE) and weight loss due to leaching after three cycles of drying–wetting in ASE test (WLASE) (each value was based on the average of 10 samples)
After three leaching cycles of drying–wetting periods (total wetting time was at least 16 days), ASE values increased with increased SorCA concentration and curing temperature. The increase in ASE values also appears linearly until the concentration of SorCA 30% and then increased slightly or did not even increase in SorCA 55% at 160 °C, indicating that treatment with SorCA 30% was assessed as the optimum condition for this system due to saturation of the wood cell wall. On the other hand, the decrease in ASE of SorCA 55% cured at 140 °C could be due to swelling of the excessive SorCA in the lumen cell at which SorCA cured at this temperature has not completely polymerized, while, due to a complete polyesterification reaction of SorCA 55% occurred at 160 °C, its ASE value did not decrease after three cycles of drying–wetting processes. For this SorCA 55%-modified wood cured at 140 °C, Larnøy et al. (2018) found no significant difference in volume of samples before and after soaking in water (no swelling). However, due to a different wood species and method used during soaking, their results could not be compared with the current ones. As the weight loss due to leaching during the ASE test is not different from the first leaching procedure, it gives an indication that SorCA is not leached after the long soaking period.
Compared to the well-known wood modification technology, such as wood acetylation (Obataya et al. 2002), the ASE value of SorCA-modified wood is lower than that of acetylated wood at the same WPG/∆m value. Higher reactivity of liquid acetic anhydride during acetylation than citric acid aqueous solution during wood modification with SorCA to the active sites of wood constituents (–OH groups) was the main reason for this difference. In addition, the bulk impregnation wood modification (in situ polyesterification) and difference in ASE determination procedure also influenced the difference in ASE results.
Acidity analysis during leaching
Data of acidity values of the leachates during leaching test of SorCA-modified wood and wood control at 140 and 160 °C curing conditions are presented in Table 3.
Acidity values presented as the amount of H+ ion and pH values of the leachate during the leaching test show that SorCA-modified wood cured at 140 °C condition had higher acidity values (higher amount of H+, lower pH values) than those of treatments cured at 160 °C (Table 3). An incomplete polyesterification reaction of SorCA cured at 140 °C was presumably the leading cause, permitting the release of H+ ion from unreacted carboxylic acid groups of citric acid/SorCA into the water as hydronium ion (H3O+) decreasing the pH of the leachate. This incomplete polyesterification was also in line with research from Doll et al. (2006), reporting that some amount of acid is still found (0.6 milliequivalent of acid/g material) during the reaction of citric acid–sorbitol (3:1 molar ratio) at 150 °C for 20 h and a weak band peak at 1406 cm−1 still emerged in FTIR spectra, which is probably due to C–O stretching in unreacted acid. Among the applied concentrations, SorCA 55%-modified wood gave the lowest pH (the highest acidity of the leachate), indicating the large amount of SorCA can trigger higher release of H+ ion, which originally comes from the citric acid–SorCA (particularly at 140 °C curing condition).
Mechanical properties
Data of modulus of elasticity (MOE), modulus of rupture (MOR), and work to maximum load in bending (WMLB) values are presented in Table 4.
Results showed that the MOE/MOR and WMLB values decreased with increase in curing temperature. Compared to the untreated wood, the MOE/MOR/WMLB specific (MOE/MOR/WMLB divided by density) to SorCA-modified wood tended to decrease with the increase in SorCA concentration. At the highest SorCA concentration, the MOE/MOR/WMLB specific to the SorCA-modified wood decreased until 4/25%/80% at 140 °C and 11/34%/85% at 160 °C. The acidity of the modifying agent and a thermally induced mechanical degradation are the main factors, promoting WMLB values decrease more severely. Work to maximum bending in a material measures its ability to absorb shock with some permanent deformation. It is a measure of the combined strength and toughness of wood under bending stress (USDA Forest Service 2010). This property, which is related to the brittleness of the material, can decrease as a deterioration of fracture properties due to the loss of amorphous polysaccharides (especially hemicellulose degradation) and might also be supported by crystallization of amorphous cellulose (Esteves and Pereira 2009). Therefore, in this study, the acidic property of the SorCA solution might play a major role in degradation of the amorphous polysaccharide (especially hemicellulose), while the effect of higher curing temperature (140 and 160 °C) might affect not only the degradation of amorphous polysaccharides but could also increase wood crystallinity (Yildiz and Gümüşkaya 2007). Based on this observation, a proportional composition of SorCA 30%-modified wood also triggered a similar response in its mechanical properties for both curing temperatures and gave the highest values among all SorCA concentrations at 160 °C curing condition.
FTIR analysis
FTIR spectra of SorCA pure, SorCA 30%-treated beech, and beech at 140/160 °C versus untreated beech are presented in Fig. 5.

Separated FTIR spectra of SorCA pure, SorCA 30%-treated beech, and beech at 140/160 °C versus untreated beech
FTIR spectra of SorCA 30%-modified wood for both curing processes show an increasing absorption at around 1735 and 1188 cm−1, assigned as C=O stretching and C–O stretching of the ester bond from SorCA (Doll et al. 2006). Together with the formation of the ester bond, there are recorded changes in wood structure, such as a broadening absorption at around 1236 cm−1, which is assigned to asymmetric stretching of C–O–C of acetyl group assuming a modification of hemicellulose. Minor modification of lignin also presumably occurred at this condition as some changes were observed in the area between 1300 and 1600 cm−1 [1594 and 1503 cm−1, assigned to vibrations of aromatic skeletal present in lignin; 1367, assigned to aliphatic C–H in CH3; and 1329, assigned to phenolic OH deformation (Gierlinger et al. 2008). In addition, it seems there are no significant differences between wood control heated at 140 and 160 °C, though minor modification in the lignin region was observed at 160 °C. From these results, it is clear that the addition of SorCA into the wood has induced changes in the FTIR spectra of the wood, promoting differences in the modified wood properties. There are apparent differences between spectra of SorCA pure cured at 103, 140, and 160 °C, confirming that a complete polyesterification at 160 °C curing condition took place. Evidence of this reaction is shown by a decrease in the existing hydroxyl groups (–OH groups) at around 3000–3500 cm−1 of both sorbitol and citric acid, which is also supported by diminution of absorption at 1420 cm−1 as –OH group from carboxylic acid.
Thermogravimetric analysis
Data of thermogravimetric analysis are presented in Fig. 6 [thermogravimetry (TG) curves], Fig. 7 [differential thermogravimetry (DTG) curves], and Table 5 (data of TG and DTG analysis).

Thermogravimetry (TG) curves of SorCA pure, SorCA 30%-treated beech, and beech at 140/160 °C versus untreated beech

Differential thermogravimetry (DTG) curves of SorCA pure, SorCA 30%-treated beech, and beech at 140/160 °C versus untreated beech
Thermogravimetric investigation (Fig. 6 and Table 5) shows that treatment with SorCA 30%-modified wood for both curing processes presents lower mass losses [53% (140 °C) and 55% (160 °C)] than wood control [72% (140 °C) and 68% (160 °C)], untreated beech wood (68%), or even the pure SorCA (67%) for the total heating process. This analysis showed that the addition of SorCA into the wood triggered the formation of more char due to the reaction between SorCA and wood at high temperature. The end temperature of the total process was reduced to around 343–350 °C, more than 20 °C lower than untreated beech and beech control. A lower onset temperature (initial change/degradation temperature) of SorCA 30%-modified wood at 140 °C than at 160 °C curing condition in stage I could be due to the release of water from incomplete polymerization and degradation of unreacted citric acid with lower thermal decomposition at 188 °C (Berube et al. 2017). Therefore, SorCA-modified wood cured at 140 °C showed a higher mass loss value than the treatment cured at 160 °C. Nevertheless, both curing processes gave comparable results in terms of their mass loss values in the total process.
Studies of the DTG (Fig. 7 and Table 5) show that SorCA pure gave the highest mass loss rate (v) value in stage I at 230 °C, indicating the release of water of incomplete polyesterification at 103 °C and degradation part of the polymer product. Further, the second highest v value occurred at 376 °C (stage II), presenting thermal degradation of the remaining polymer and carbonization. For SorCA 30%-treated wood, the highest v values occurred between SorCA pure and wood control at 160 °C in stage I. Further, at the lowest temperature in stage II (333/337 °C), the values are about 20 °C lower than for untreated beech (356 °C) and beech control 140 °C/160 °C (355/359 °C), confirming the previous TG data. In a previous study, Rowell and Dietenberger (2012) reported that hydrolysis of glycosidic bonds of polysaccharide in wood could increase the amount of residual char and lower the initial temperature of thermal decomposition of wood, representing part of the mechanism in fire-retardant properties. In line with these results, the hydrolysis of glycosidic bonds of wood polysaccharide by the acid (mainly from SorCA), the formation of esterified wood at high temperature and the thermally induced degradation during the curing process could be the main factors that increase the residual char during the heating process (reducing mass loss in total), which promoted lower total decomposition temperature of SorCA-modified wood. In other words, the results of this thermogravimetric investigation show that SorCA-modified wood might have a certain fire-retardant property.
Microscopic observation
Microscopic observation of wood control and SorCA 30%-modified wood is presented in Fig. 8.

Microscopic observation of SorCA 30%-modified wood at 140 and 160 °C curing conditions, wood control at 160 °C, and untreated wood
Visually clear differences were observed among untreated wood, wood control at 160 °C, and SorCA 30%-modified wood for both curing conditions, showing some deposits of SorCA after the curing process. Under the same condition and setting of the microscope (especially lightening effect/contrast) during this observation, a darker color of the wood cell wall was observed in SorCA 30%-treated wood at 160 °C, indicating that thermo-chemical wood modification occurred under these conditions. In addition, the appearance of the SorCA 30%-modified wood cured at 140 and 160 °C in comparison with untreated wood is shown in Fig. 9.

Beech and SorCA 30%-modified wood cured at 140 and 160 °C
Stability test of SorCA impregnating solution
After 4 months of observation, SorCA 30 and 55% w/w solution presented good stability, appearing neither precipitation nor fungi growth in the solution. This good solution stability could be due to higher acidic properties of both SorCA solutions compared to others, which presented higher change in their pH value, particularly for SorCA 10% solution (Table 6). These results also correspond to a similar study quoting that a higher quantity of unreacted carboxylic acid groups of citric acid (higher acidic properties) can inhibit fungal growth (Aspergillus niger) in a polymer suspension made from citric acid–glycerol in water (Pramanick and Ray 1988).
Decay test against white-rot, brown-rot, and soft-rotting microfungi
Based on the decay test against the white-rot fungus (Trametes versicolor/Tv), decay resistance of SorCA-modified wood after leaching increased with the increase in SorCA concentration or curing temperature (Table 7). However, the increase in curing temperature did not change the durability of the wood control, indicating that, at this condition, thermally induced decay resistance of wood was still low. By looking at the MLD of SorCA-modified wood at 30% and 55%, both concentrations enhanced the durability of beech wood when they were cured at 160 °C.
Due to better durability and physical properties of SorCA 30%-modified wood for both curing temperatures, a confirmation durability study was undertaken against brown-rot fungus (Coniophora puteana/Cp) and white-rot fungus (Trametes versicolor/Tv) with higher sample replication after the leaching process [NF X 41-568 (2014)] (Table 8). As in the latest test, SorCA 30%-modified wood exhibited very durable properties for both curing temperatures. The increase in durability of SorCA-modified wood could be due to many factors, such as reduction in wood moisture content/humidity during decay test as a result of SorCA deposits in wood, some changes in the chemical configuration of wood as a result of interaction with SorCA during the curing process (FTIR studies), and the acidic properties of the SorCA-modified wood.
However, further tests against soft-rotting microfungi showed that only SorCA 30%-modified wood at 160 °C curing conditions has high durability (Table 9). This indicates that the higher curing temperature for SorCA 30%-modified wood could confer improved durability on beech wood against soft-rotting microfungi.
Conclusion
The study has revealed that modification of European beech through in situ esterification of sorbitol and citric acid leads to considerably changed wood properties at 140 and 160 °C curing conditions. SorCA-modified beech cured at 160 °C showed improvement in physical and decay properties. Among different concentrations applied in this research, SorCA 30% showed improved properties of the modified wood independent of the curing temperature. At this concentration, a high WPG, low leaching in water leaching trials, and high-dimensional stability (up to 55%) are reached. At SorCA 30% and 55%, MOE was slightly increased compared to the untreated one; however, MOR and WMLB are decreased. As the decay resistance of SorCA-modified beech against white-rot, brown-rot and soft-rotting fungi is very high, the treatment was classified as very durable. In addition, a thermogravimetric study revealed that SorCA 30%-modified wood has lower mass loss values and lowers the end temperature of the thermal decomposition in comparison to untreated wood and wood control by 20 °C difference, indicating that the modified wood possibly has certain fire-retardant properties.
References
Berube MA, Schorr D, Ball RJ, Landry V, Blanchet P (2017) Determination of in situ esterification parameters of citric acid-glycerol based polymers for wood impregnation. J Polym Environ. https://doi.org/10.1007/s10924-017-1011-8
CEN/TS 15083-1 (2006) Durability of wood and wood-based products—determination of the natural durability of solid wood against wood destroying fungi—test methods—part 1: basidiomycetes. European Committee for Standardization (CEN), Brussels
CEN/TS 15083-2 (2006) Durability of wood and wood-based products—determination of the natural durability of solid wood against wood destroying fungi—test methods—part 2: soft-rotting micro-fungi. European Committee for Standardization (CEN), Brussels
DIN 52186 (1978) Testing of wood. Bending test. German Institute for Standardisation (Deutsches Institut für Normung), Berlin
Doll K, Shogrenm R, Willett J, Swift G (2006) Solvent-free polymerization of citric acid and D-sorbitol. J Polym Sci, Part A: Polym Chem. https://doi.org/10.1002/pola.21535
EN 113 (1996) Wood preservatives—determination of toxic values of wood preservatives against wood destroying basidiomycetes cultured on agar medium. European Committee for Standardization (CEN), Brussels
EN 350 (2016) Durability of wood and wood-based products—testing and classification of the durability to biological agents of wood and wood-based materials. European Committee for Standardization (CEN), Brussels
EN 84 (1997) Wood preservatives—accelerated ageing of treated wood prior to biological testing. Leaching procedure. European Committee for Standardization (CEN), Brussels
Essoua GGE, Blanchet P, Landry V, Beauregard R (2016) Pine wood treated with a citric acid and glycerol mixture: biomaterial performance improved by a bio-byproduct. BioResources 11:3049–3072. https://doi.org/10.15376/biores.11.2.3049-3072
Esteves BM, Pereira HM (2009) Wood modification by heat treatment: a review. BioResources 4:370–404. https://doi.org/10.15376/biores.4.1.370-404
Gierlinger N, Luna G, Martin S, Ingo B, Catherine C, Tilmann R, Manfred S (2008) In situ FT-IR microscopic study on enzymatic treatment of poplar wood cross-sections. Biomacromol 9(8):2194–2201
Hill CAS (2011) Wood modification: an update. BioResources 6:918–919. https://doi.org/10.15376/biores.6.2.918-919
Hill CAS, Jones D, Militz H, Ormondroyd GA (2007) The Third European Conference on Wood Modification. Cardiff, UK, 15–16th October 2007
L’Hostis C, Thevenon M-F, Fredon E, Gerardin P (2017) Improvement of beech wood properties by in situ formation of polyesters of citric and tartaric acid in combination with glycerol. Holzforschung 72(4):291–299. https://doi.org/10.1515/hf-2017-0081
Larnøy E, Karaca A, Gobakken LR, Hill CAS (2018) Polyesterification of wood using sorbitol and citric acid under aqueous conditions. Int Wood Prod J 9:66–73. https://doi.org/10.1080/20426445.2018.1475918
Mubarok M, Hadi YS, Suryana J, Darmawan W, Simon F, Dumarcay S, Gerardin C (2016) Feasibility study of utilization of commercially available polyurethane resins to develop non-biocidal wood preservation treatments. Eur. J Wood Prod 75:1–8
NF X 41-568 (2014) Wood preservatives—laboratory method for obtaining samples for analysis to measure losses by leaching into water or synthetic sea water. AFNOR, Paris
Obataya E, Sugiyama M, Tomita B (2002) Dimensional stability of wood acetylated with acetic anhydride solution of glucose pentaacetate. J Wood Sci 48:315–319
Pramanick D, Ray TT (1988) Synthesis and biodegradation of copolyesters from citric acid and glycerol. Polym Bull 19:365–370. https://doi.org/10.1007/BF00263938
Rowell RM (1983) FORESTRY forest products abstracts † chemical modification of wood. For Prod Abstr 6:363–381
Rowell R, Dietenberger M (2012) Thermal properties, combustion, and fire retardancy of wood. In: Rowell R (ed) Handbook of wood chemistry and wood composites, 2nd edn. CRC Press, Boca raton, pp 127–150. https://doi.org/10.1201/b12487-9
USDA Forest Service (2010) Wood handbook : wood as an engineering material. https://doi.org/10.2737/fpl-gtr-190
Yildiz S, Gümüşkaya E (2007) The effects of thermal modification on crystalline structure of cellulose in soft and hardwood. Build Environ 42:62–67. https://doi.org/10.1016/j.buildenv.2005.07.009
Acknowledgements
Open Access funding provided by Projekt DEAL. LERMAB is supported by a grant overseen by the French National Research Agency (ANR) as part of the “Investissements d’Avenir” program (ANR-11-LABX-0002-01, Laboratory of Excellence ARBRE). The authors gratefully acknowledge the Laboratory of Excellence ARBRE for the PhD grant of the author Mahdi MUBAROK through the financial support of VALBEECH program between France and Germany. The authors would like to thank Dr Christian Brischke, Petra Heinze, and Dr Maximilian Wentzel for their contribution in performing decay test in the Laboratory of Wood Biology and Wood Technology, Göttingen University.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mubarok, M., Militz, H., Dumarçay, S. et al. Beech wood modification based on in situ esterification with sorbitol and citric acid. Wood Sci Technol 54, 479–502 (2020). https://doi.org/10.1007/s00226-020-01172-7
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00226-020-01172-7