Application of the Composite Hardness Models in the Analysis of Mechanical Characteristics of Electrolytically Deposited Copper Coatings: The Effect of the Type of Substrate

 ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Samples by Electrodeposition Process for Mechanical Characterization
2.2. Characterization of the Produced Cu Coatings
- (a)
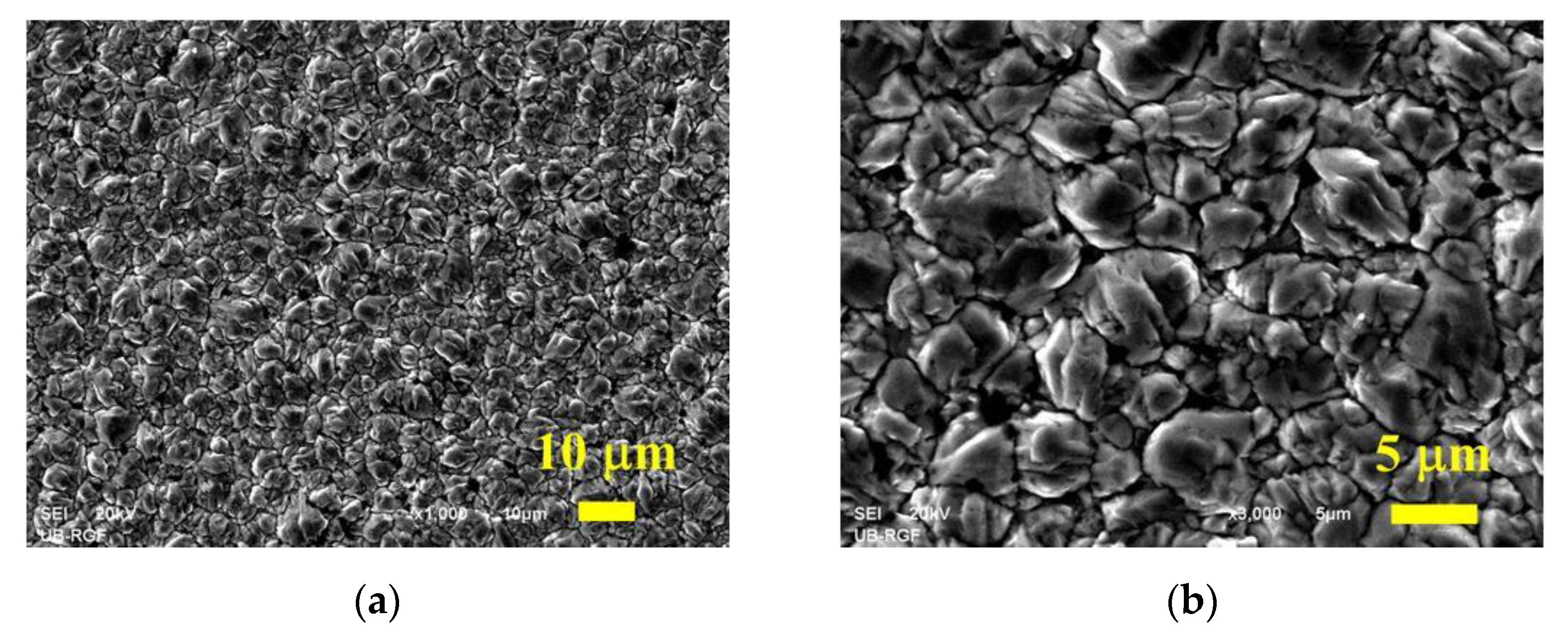
- Scanning electron microscope (SEM), model JEOL JSM-6610LV (JEOL Ltd., Tokyo, Japan)—morphological analysis;
- (b)
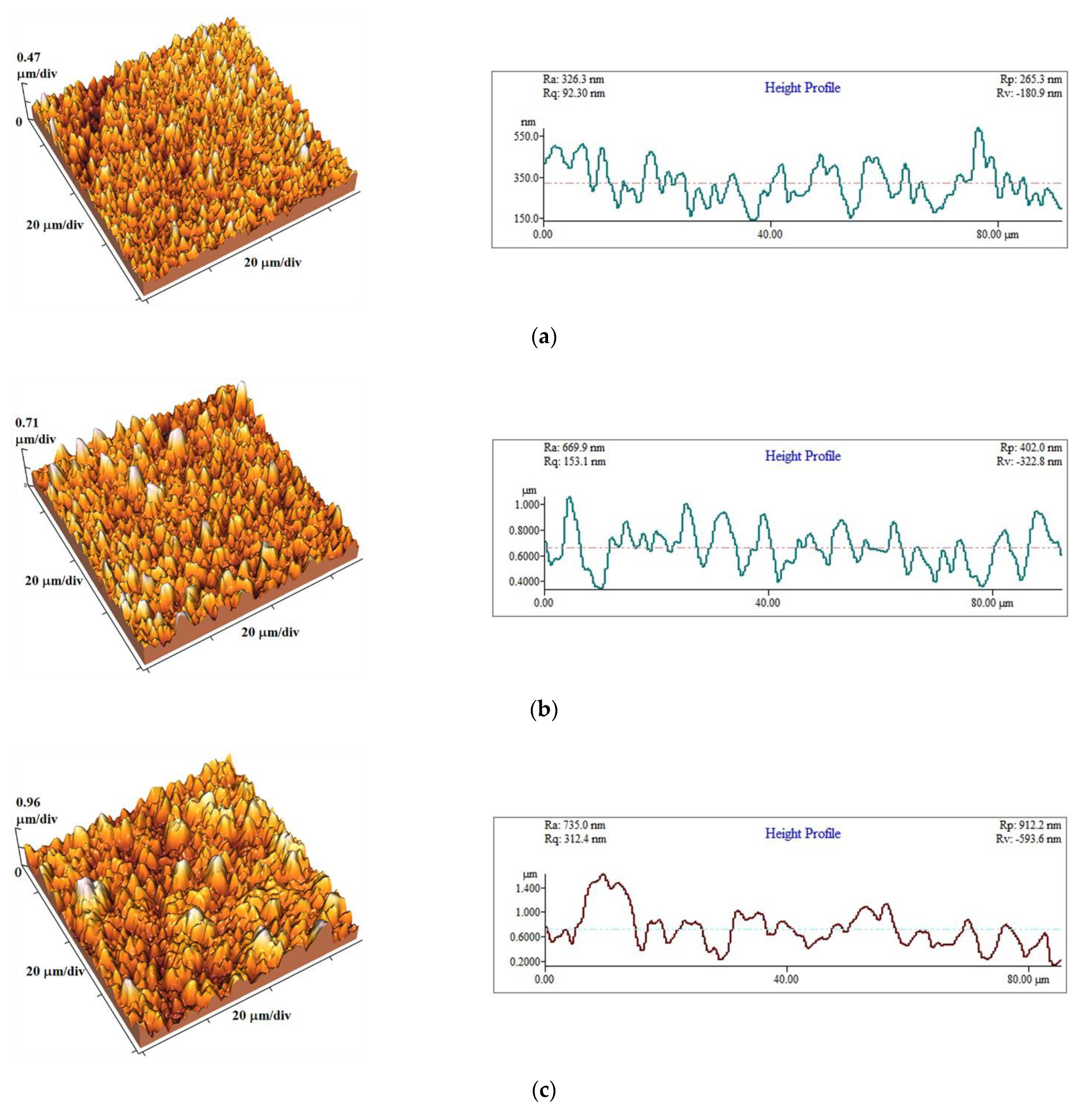
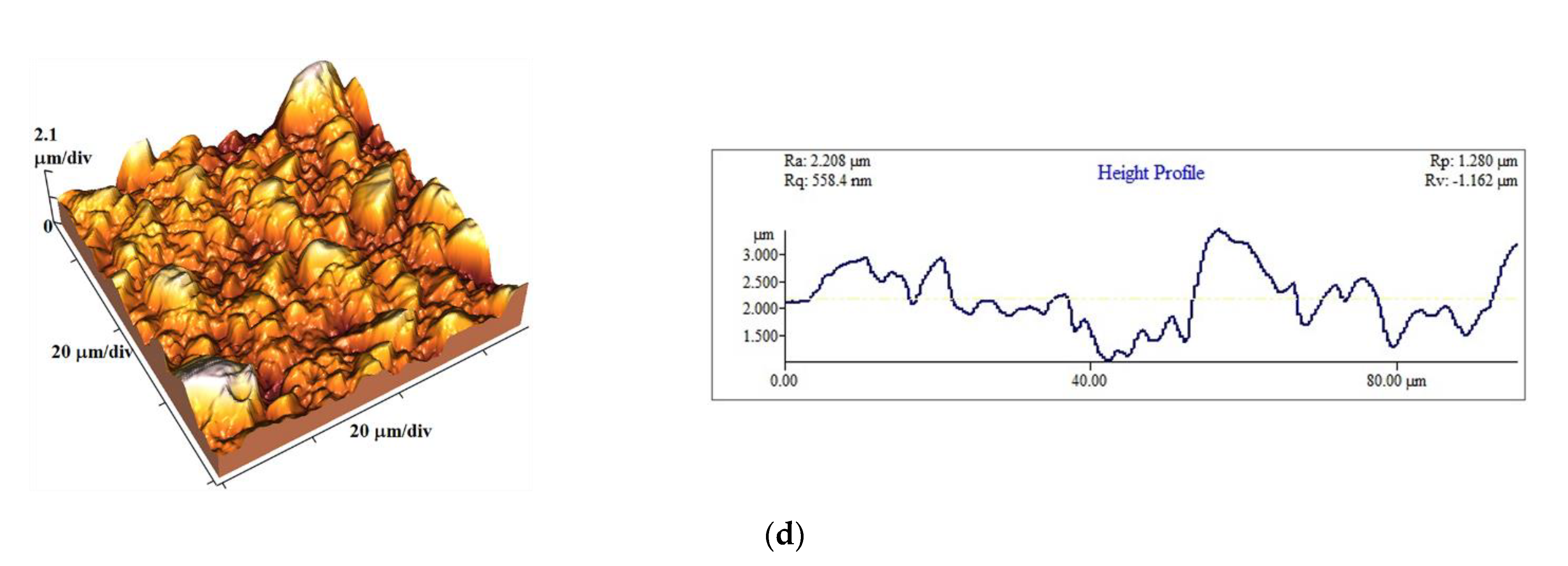
- Atomic force microscope (AFM), model Auto Probe CP Research. TM Microscopes, Veeco Instruments, Santa Barbara, CA, USA—topographical analysis of the coatings. The values of the arithmetic average of the absolute (Ra) roughness parameters were measured from the mean image data plane, using software SPLab (SPMLab NT Ver. 6.0.2., Veeco Instruments, Santa Barbara, CA, USA);
- (c)
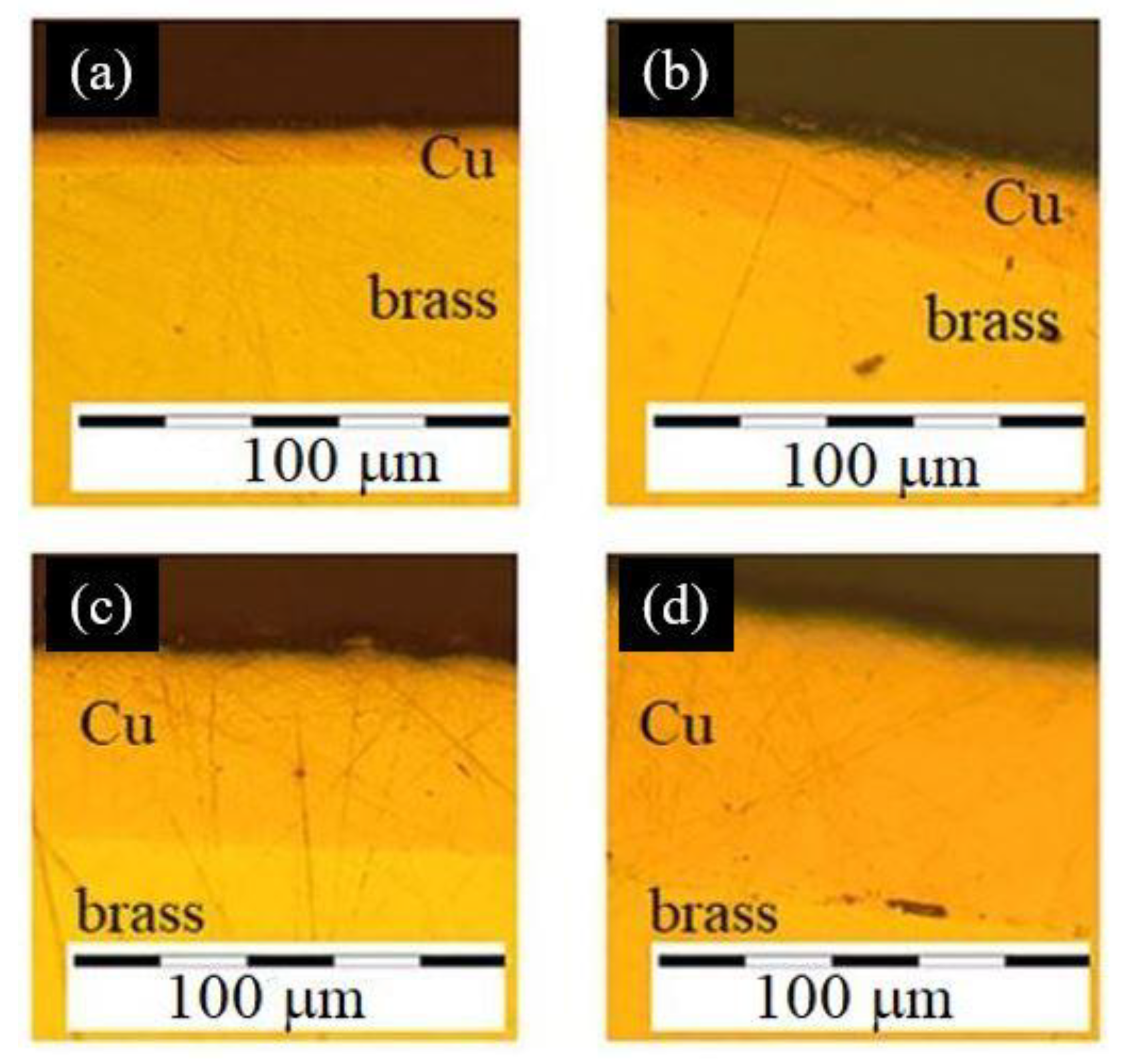
- Optical microscope (OM), model Olympus CX41 connected to the computer—analysis of the internal structure (cross section analysis). The Cu coatings were immersed in self-curing acrylate (Veracril® New Stetic S. A., Antioquia, Colombia) using a mold. Three parts of self-cure polymer Veracril® and one part of self-cure monomer Veracril® were used for the mixture. The self-polymerization time at room temperature was 20 min. After polymerization, the samples were removed from the Teflon mold and mechanically polished by SiC sandpapers # 2000 and with Al2O3 powder emulsion with different grain sizes (1 and 0.3 μm). After rinsing in water and drying in nitrogen flow, the cross section was observed on an optical microscope and the coating thicknesses were measured.
2.3. Examination of the Mechanical Characteristics of the Cu Coatings
3. Results
3.1. Characterization of the Copper Coatings Obtained by the PC Regime
3.2. Analysis of the Mechanical Characteristics of the Cu Coatings
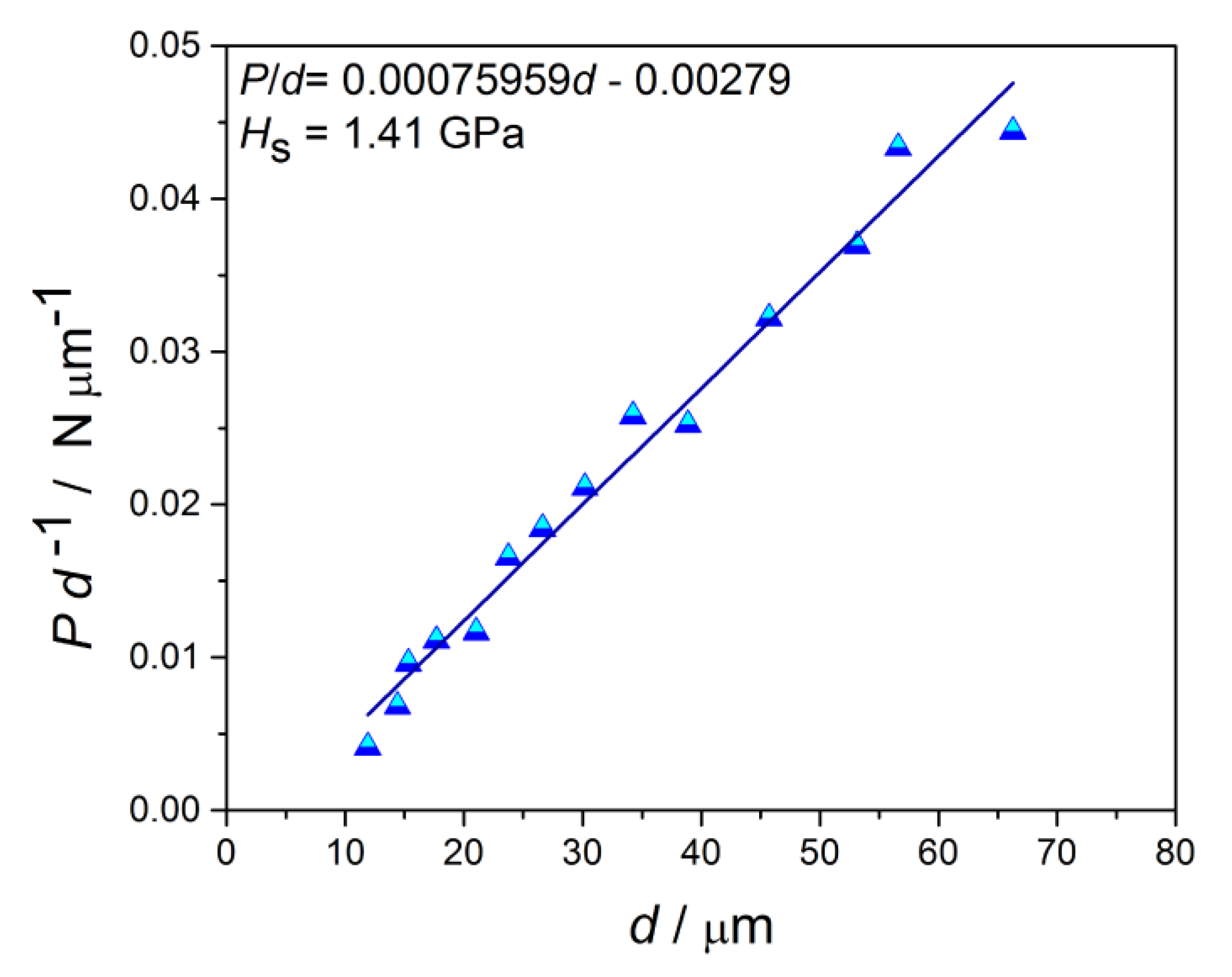
3.2.1. Determination of Absolute Hardness of Substrate (Brass)
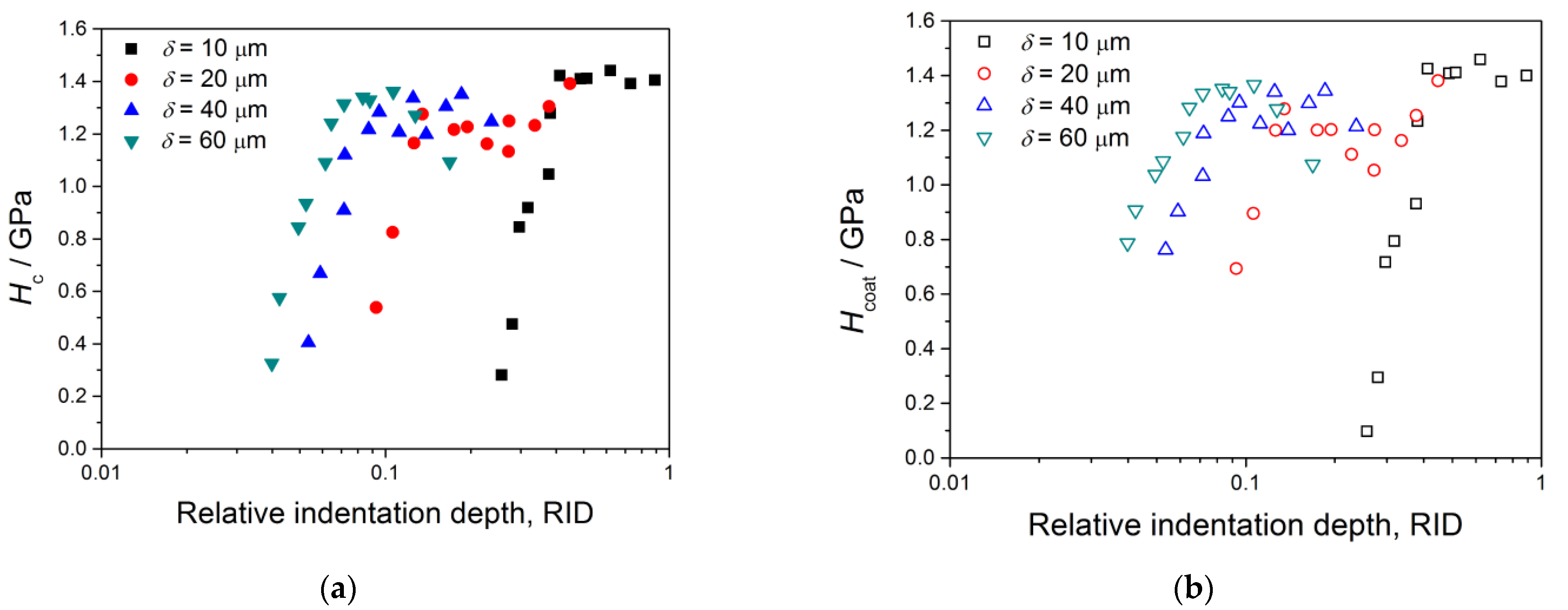
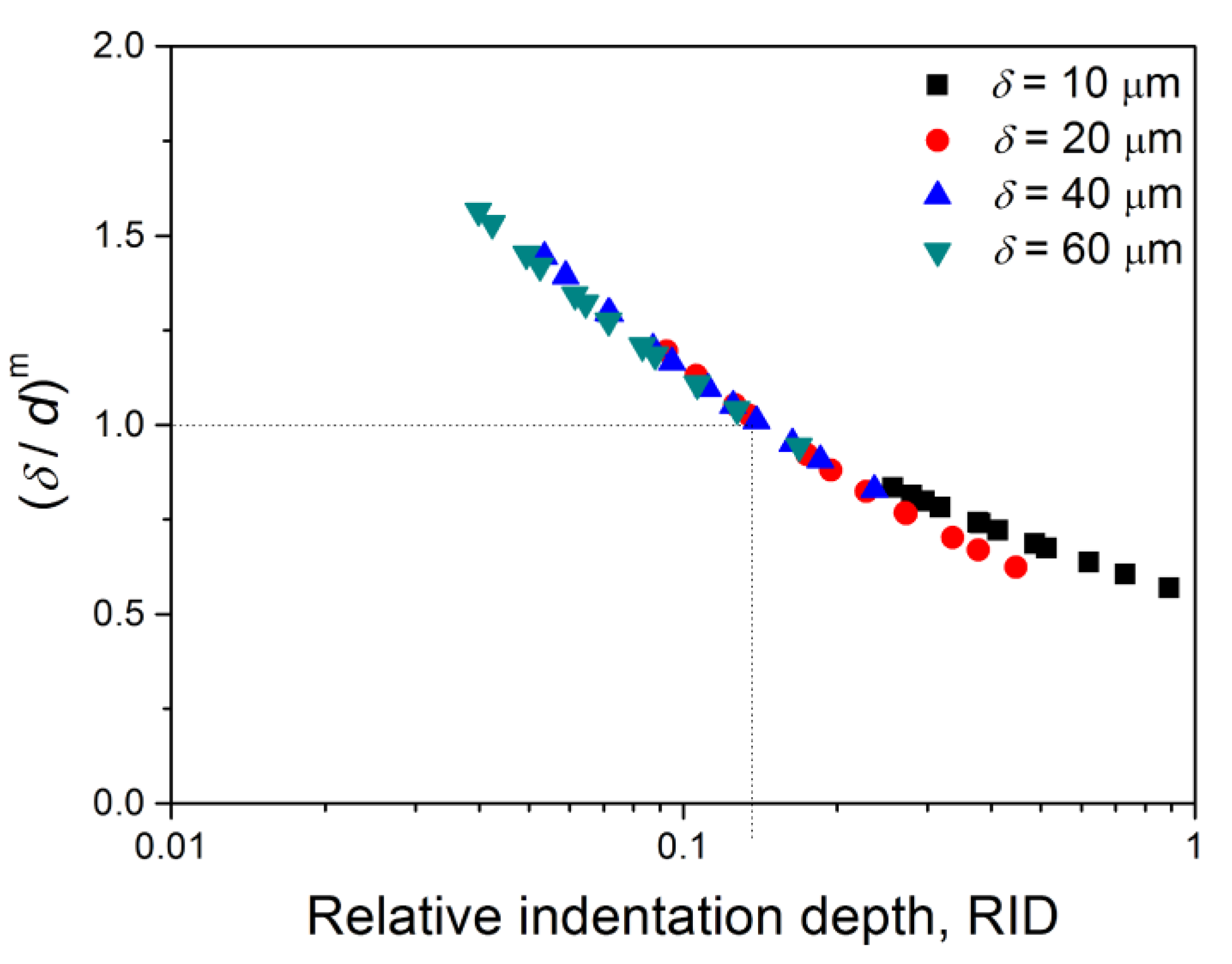
3.2.2. Hardness Analysis of Copper Coatings Electrodeposited on the Brass
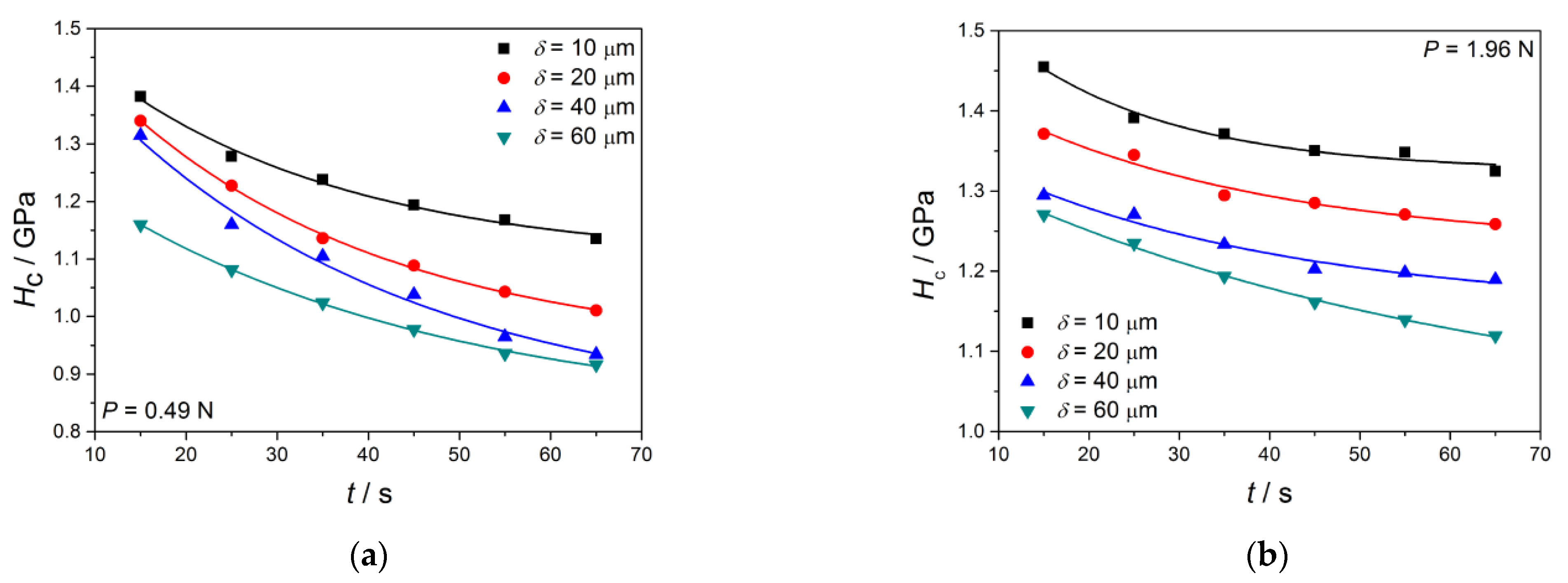
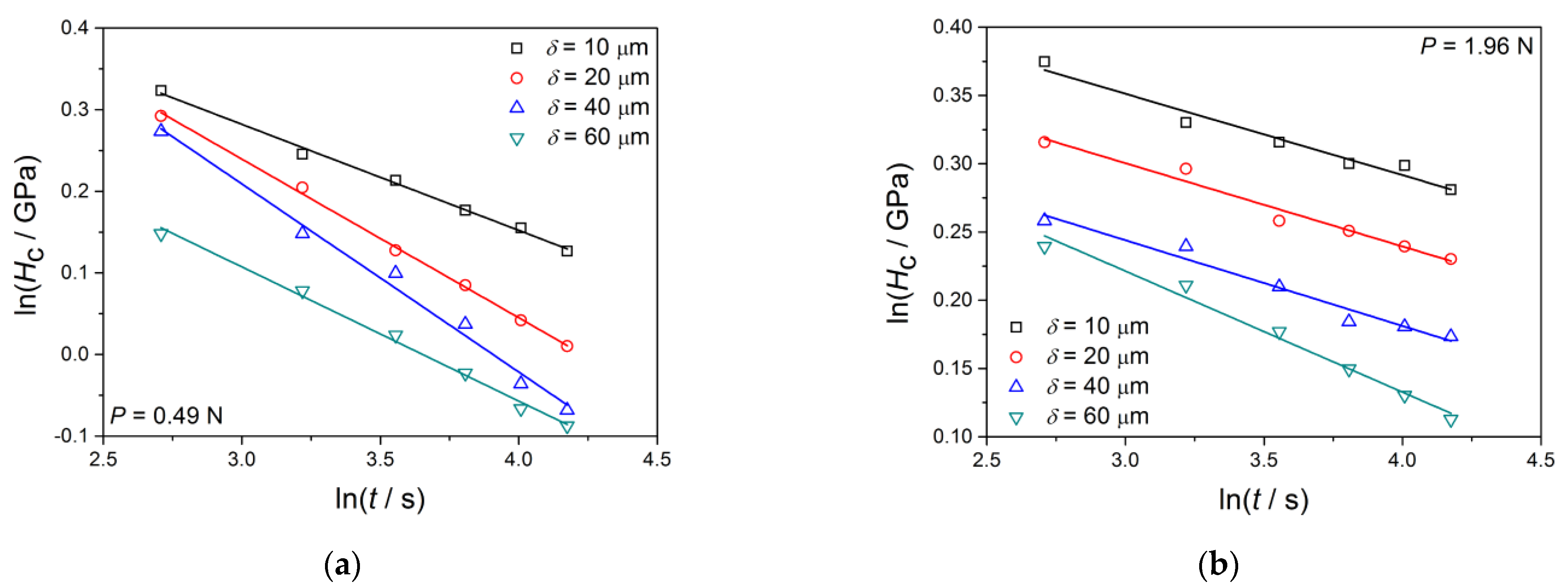
3.2.3. Creep Resistance Analysis of the Cu Coatings
4. Discussion
5. Conclusions
- o
- Applying the C-L model, the limiting value of RID of 0.14 was determined for the applied load range. For RID > 0.14, it is necessary to apply the composite hardness model for a determination of the absolute or true coating hardness. For RID < 0.14, the composite hardness corresponds to the coating hardness;
- o
- The quantification of the values of the coating hardness was done by application of the C-G model. The obtained values between 0.9418 and 1.1399 GPa confirmed the assumption that the coatings of Cu on the brass belongs to the “soft film on hard substrate” composite hardness system;
- o
- The stress exponents between 4.35 and 7.69 obtained with an applied load of 0.49 N indicated that the dominant creep mechanism is dislocation creep and dislocation climb;
- o
- By comparison of the obtained morphological and mechanical characteristics of the Cu coatings with those obtained on the Si(111) substrate under the same electrodeposition conditions, the effect of the characteristics of the substrate on the coating hardness and the creep resistance behavior of the coatings has been additionally explained and discussed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Copper Plating for Engineering. Available online: https://www.bendplating.com/copper-plating-for-engineering-applications/ (accessed on 1 December 2020).
- Wei, H.L.; Huang, H.; Woo, C.H.; Zheng, R.K.; Wen, G.H.; Zhang, X.X. Development of 〈110〉 texture in copper thin films. Appl. Phys. Lett. 2002, 80, 2290–2292. [Google Scholar] [CrossRef] [Green Version]
- Miura, S.; Honma, H. Advanced copper electroplating for application of electronics. Surf. Coat. Technol. 2003, 169–170, 91–95. [Google Scholar] [CrossRef]
- Elrefaey, A.; Wojarski, L.; Tillmann, W. Preliminary investigation on brazing performance of Ti/Ti and Ti/steel joints using copper film deposited by PVD technique. J. Mater. Eng. Perform. 2012, 21, 696–700. [Google Scholar] [CrossRef]
- Jeon, N.L.; Nuzzo, R.G. Physical and spectroscopic studies of the nucleation and growth of copper thin films on polyimide surfaces by chemical vapor deposition. Langmuir 1995, 11, 341–355. [Google Scholar] [CrossRef]
- Zheng, B.C.; Meng, D.; Che, H.L.; Lei, M.K. On the pressure effect in energetic deposition of Cu thin films by modulated pulsed power magnetron sputtering: A global plasma model and experiments. J. Appl. Phys. 2015, 117, 203302. [Google Scholar] [CrossRef]
- Wei, C.; Wu, G.; Yang, S.; Liu, Q. Electrochemical deposition of layered copper thin films based on the diffusion limited aggregation. Sci. Rep. 2016, 6, 34779. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Popov, K.I.; Djokić, S.S.; Nikolić, N.D.; Jović, V.D. Morphology of Electrochemically and Chemically Deposited Metals; Springer International Publishing: New York, NY, USA, 2016. [Google Scholar] [CrossRef]
- Nikolić, N.; Stojilković, E.; Djurović, D.; Pavlović, M.; Knežević, V. The preferred orientation of bright copper deposits. Mater. Sci. Forum 2000, 352, 73–78. [Google Scholar] [CrossRef]
- Tantavichet, N.; Damronglerd, S.; Chailapakul, O. Influence of the interaction between chloride and thiourea on copper electrodeposition. Electrochim. Acta 2009, 55, 240–249. [Google Scholar] [CrossRef]
- Song, S.J.; Choi, S.R.; Kim, J.G.; Kim, H.G. Effect of molecular weight of polyethylene glycol on copper electrodeposition in the presence of bis-3-sulfopropyl-disulfide. Int. J. Electrochem. Sci. 2016, 151, 10067–10079. [Google Scholar] [CrossRef]
- Moffat, T.P.; Wheeler, D.; Josell, D. Electrodeposition of copper in the SPS-PEG-Cl additive system I. Kinetic measurements: Influence of SPS. J. Electrochem. Soc. 2004, 151, C262–C271. [Google Scholar] [CrossRef]
- Bozzini, B.; D’Urzo, L.; Romanello, V.; Mele, C. Electrodeposition of Cu from acidic sulfate solutions in the presence of bis-(3-sulfopropyl)-disulfide (SPS) and chloride ions. J. Electrochem. Soc. 2006, 153, C254–C257. [Google Scholar] [CrossRef] [Green Version]
- Nikolić, N.; Rakočević, Z.; Popov, K. Structural characteristics of bright copper surfaces. J. Electroanal. Chem. 2001, 514, 56–66. [Google Scholar] [CrossRef]
- Nikolic, N.D.; Rakočević, Z.; Popov, K.I. Reflection and structural analyses of mirror-bright metal coatings. J. Solid State Electrochem. 2004, 8, 526–531. [Google Scholar] [CrossRef]
- Pasquale, M.; Gassa, L.; Arvia, A. Copper electrodeposition from an acidic plating bath containing accelerating and inhibiting organic additives. Electrochim. Acta 2008, 53, 5891–5904. [Google Scholar] [CrossRef] [Green Version]
- Marro, J.B.; Darroudi, T.; Okoro, C.A.; Obeng, Y.S.; Richardson, K. The influence of pulse plating frequency and duty cycle on the microstructure and stress state of electroplated copper films. Thin Solid Films 2017, 621, 91–97. [Google Scholar] [CrossRef] [Green Version]
- Kristof, P.; Pritzker, M. Improved copper plating through the use of current pulsing & ultrasonic agitation. Plat. Surf. Finish. 1998, 85, 237–240. Available online: http://www.nmfrc.org/pdf/9811237.pdf (accessed on 5 December 2020).
- Tantavichet, N.; Pritzker, M.D. Effect of plating mode, thiourea and chloride on the morphology of copper deposits produced in acidic sulphate solutions. Electrochim. Acta 2005, 50, 1849–1861. [Google Scholar] [CrossRef]
- Mladenović, I.; Lamovec, J.S.; Radović, D.V.; Vasilić, R.; Radojevic, V.; Nikolić, N.D. Morphology, structure and mechanical properties of copper coatings electrodeposited by pulsating current (PC) regime on Si(111). Metals 2020, 10, 488. [Google Scholar] [CrossRef] [Green Version]
- MladenoviĆ, I.O.; Lamovec, J.S.; Jović, V.B.; Obradov, M.; Radović, D.V.; Nikolić, N.D.; Radojević, V.J. Mechanical characterization of copper coatings electrodeposited onto different substrates with and without ultrasound assistance. J. Serbian Chem. Soc. 2019, 84, 729–741. [Google Scholar] [CrossRef] [Green Version]
- Martins, L.; Martins, J.; Romeira, A.; Costa, M.E.V.; Costa, J.S.; Bazzaoui, M. Morphology of copper coatings electroplated in an ultrasonic field. Mater. Sci. Forum 2004, 455–456, 844–848. [Google Scholar] [CrossRef]
- Mallik, A.; Ray, B.C. Morphological study of electrodeposited copper under the influence of ultrasound and low temperature. Thin Solid Films 2009, 517, 6612–6616. [Google Scholar] [CrossRef]
- Bull, S.J. Microstructure and indentation response of TiN coatings: The effect of measurement method. Thin Solid Films 2019, 688, 137452. [Google Scholar] [CrossRef]
- Mladenović, I.O.; Lamovec, J.S.; Vasiljević-Radović, D.G.; Radojević, V.J.; Nikolić, N.D. Mechanical features of copper coatings electrodeposited by the pulsating current (PC) regime on Si(111) substrate. Int. J. Electrochem. Sci. 2020, 148, 12173–12191. [Google Scholar] [CrossRef]
- Burnett, P.; Rickerby, D. The mechanical properties of wear-resistant coatings. II: Experimental studies and interpretation of hardness. Thin Solid Films 1987, 148, 51–65. [Google Scholar] [CrossRef]
- Bull, S.; Rickerby, D. New developments in the modelling of the hardness and scratch adhesion of thin films. Surf. Coat. Technol. 1990, 42, 149–164. [Google Scholar] [CrossRef]
- Lesage, J.; Pertuz, A.; Chicot, D. A new method to determine the hardness of thin films. Matéria 2004, 9, 13–22. Available online: http://www.materia.coppe.ufrj.br/sarra/artigos/artigo10294 (accessed on 7 December 2020).
- Lesage, J.; Pertuz, A.; Puchi-Cabrera, E.; Chicot, D. A model to determine the surface hardness of thin films from standard micro-indentation tests. Thin Solid Films 2006, 497, 232–238. [Google Scholar] [CrossRef]
- Lesage, J.; Chicot, D.; Pertuz, A.; Jouan, P.Y.; Horny, N.; Soom, A. A model for hardness determination of thin coatings from standard micro-indentation tests. Surf. Coat. Technol. 2005, 200, 886–889. [Google Scholar] [CrossRef]
- Chicot, D.; Lesage, J. Absolute hardness of films and coatings. Thin Solid Films 1995, 254, 123–130. [Google Scholar] [CrossRef]
- Chen, M.; Gao, J. The adhesion of copper films coated on silicon and glass substrates. Mod. Phys. Lett. B 2000, 14, 103–108. [Google Scholar] [CrossRef]
- He, J.L.; Li, W.Z.; Li, H.D. Hardness measurement of thin films: Separation from composite hardness. Appl. Phys. Lett. 1996, 69, 1402–1404. [Google Scholar] [CrossRef]
- Hou, Q.; Gao, J.; Li, S. Adhesion and its influence on micro-hardness of DLC and SiC films. Eur. Phys. J. B 1999, 8, 493–496. [Google Scholar] [CrossRef]
- Magagnin, L.; Maboudian, R.; Carraro, C. Adhesion evaluation of immersion plating copper films on silicon by microindentation measurements. Thin Solid Films 2003, 434, 100–105. [Google Scholar] [CrossRef]
- Korsunsky, A.M.; McGurk, M.R.; Bull, S.J.; Page, T.F. On the hardness of coated systems. Surf. Coat. Technol. 1998, 99, 171–183. [Google Scholar] [CrossRef]
- Tuck, J.R.; Korsunsky, A.M.; Bull, S.J.; Davidson, R.I. On the application of the work-of-indentation approach to depth-sensing indentation experiments in coated systems. Surf. Coat. Technol. 2001, 137, 217–224. [Google Scholar] [CrossRef]
- Lamovec, J.; Jović, V.; Randjelović, D.; Aleksić, R.; Radojevic, V. Analysis of the composite and film hardness of electrodeposited nickel coatings on different substrates. Thin Solid Films 2008, 516, 8646–8654. [Google Scholar] [CrossRef]
- Ma, Z.; Zhou, Y.; Long, S.; Lu, C. On the intrinsic hardness of a metallic film/substrate system: Indentation size and substrate effects. Int. J. Plast. 2012, 34, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Chudoba, T.; Richter, F. Investigation of creep behaviour under load during indentation experiments and its influence on hardness and modulus results. Surf. Coat. Technol. 2001, 148, 191–198. [Google Scholar] [CrossRef]
- ASTM E384—16: Standard Test Method for Microindentation Hardness of Materials; ASTM International: West Conshohocken, PA, USA, 2016; Available online: https://www.astm.org/DATABASE.CART/HISTORICAL/E384-16.htm (accessed on 1 December 2020).
- ISO 6507-1-2005: Metallic Materials—Vickers Hardness Test—Part 1: Test Method; International Organization for Standardization: Geneva, Swizterland, 2005; Available online: https://www.iso.org/standard/37746.html (accessed on 1 December 2020).
- Li, H.; Bradt, R.C. Knoop microhardness anisotropy of single-crystal LaB6. Mater. Sci. Eng. A 1991, 142, 51–61. [Google Scholar] [CrossRef]
- Buckle, H. The Science of Hardness Testing and Its Research Applications; Westbrook, J.W., Conrad, H., Eds.; American Society for Metals: Metals Park, OH, USA, 1973; p. 453. [Google Scholar]
- Lamovec, J.; Jovic, V.; Aleksic, R.; Radojevic, V. Micromechanical and structural properties of nickel coatings electrodeposited on two different substrates. J. Serbian Chem. Soc. 2009, 74, 817–831. [Google Scholar] [CrossRef]
- Petrík, J.; Blaško, P.; Vasilňaková, A.; Demeter, P.; Futáš, P. Indentation size effect of heat treated aluminum alloy. Acta Met. Slovaca 2019, 25, 166–173. [Google Scholar] [CrossRef] [Green Version]
- Sargent, P.M.; Ashby, M.F. Indentation creep. Mater. Sci. Technol. 1992, 8, 594–601. [Google Scholar] [CrossRef]
- Farhat, S.; Rekaby, M.; Awad, R. Vickers microhardness and indentation creep studies for erbium-doped ZnO nanoparticles. SN Appl. Sci. 2019, 1, 546. [Google Scholar] [CrossRef] [Green Version]
- Kasach, A.A.; Kurilo, I.; Kharitonov, D.S.; Radchenko, S.L.; Zharskii, I.M. Sonochemical electrodeposition of copper coatings. Russ. J. Appl. Chem. 2018, 91, 207–213. [Google Scholar] [CrossRef]
- Tao, S.; Li, D.Y. Tribological, mechanical and electrochemical properties of nanocrystalline copper deposits produced by pulse electrodeposition. Nanotechnology 2006, 17, 65–78. [Google Scholar] [CrossRef]
- Wang, F.; Yang, Y.; Wang, Y.; Ren, X.; Li, X. Study on physical properties of ultrasonic-assisted copper electrodeposition in through silicon via. J. Electrochem. Soc. 2020, 167, 022507. [Google Scholar] [CrossRef]
- Fan, H.; Zhao, Y.; Jiang, J.; Wang, S.; Shan, W.; Li, Z. Effect of the pulse duty cycle on the microstructure and properties of a jet electrodeposited nanocrystalline copper coating. Mater. Trans. 2020, 61, 795–800. [Google Scholar] [CrossRef]
- Pena, P.E.M.D.; Roy, S. Electrodeposited copper using direct and pulse currents from electrolytes containing low concentration of additives. Surf. Coat. Technol. 2018, 339, 101–110. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| δ/μm | 10 | 20 | 40 | 60 |
| Ra/nm | 75.05 ± 8.1 | 146.0 ± 7.83 | 215.6 ± 8.62 | 512.03 ± 3.93 |
| δ/µm | 10 | 20 | 40 | 60 |
| m | 0.3082 | 0.4141 | 0.3744 | 0.3506 |
| R2 | 0.9185 | 0.9767 | 0.9589 | 0.9332 |
| δ/μm | A | B | C | RMSE | Hcoat/GPa |
|---|---|---|---|---|---|
| 10 | 1.148 | 20.24 | −6647 | 0.08768 | 1.1399 |
| 20 | 1.14 | 7.138 | −1457 | 0.1018 | 1.1295 |
| 40 | 1.34 | −2.575 | −109 | 0.05591 | 1.1180 |
| 60 | 0.9513 | 20.01 | −4906 | 0.0721 | 0.9418 |
| The Thickness of Coatings/μm | The Stress Exponent (μ) Obtained with Applied Load (P in N) of: | |
| 0.49 | 1.96 | |
| 10 | 7.69 | 16.78 |
| 20 | 5.14 | 16.39 |
| 40 | 4.35 | 15.90 |
| 60 | 6.01 | 11.28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mladenović, I.O.; Nikolić, N.D.; Lamovec, J.S.; Vasiljević-Radović, D.; Radojević, V. Application of the Composite Hardness Models in the Analysis of Mechanical Characteristics of Electrolytically Deposited Copper Coatings: The Effect of the Type of Substrate. Metals 2021, 11, 111. https://doi.org/10.3390/met11010111
Mladenović IO, Nikolić ND, Lamovec JS, Vasiljević-Radović D, Radojević V. Application of the Composite Hardness Models in the Analysis of Mechanical Characteristics of Electrolytically Deposited Copper Coatings: The Effect of the Type of Substrate. Metals. 2021; 11(1):111. https://doi.org/10.3390/met11010111
Chicago/Turabian StyleMladenović, Ivana O., Nebojša D. Nikolić, Jelena S. Lamovec, Dana Vasiljević-Radović, and Vesna Radojević. 2021. "Application of the Composite Hardness Models in the Analysis of Mechanical Characteristics of Electrolytically Deposited Copper Coatings: The Effect of the Type of Substrate" Metals 11, no. 1: 111. https://doi.org/10.3390/met11010111