International Journal of Mechanical Sciences ( IF 7.3 ) Pub Date : 2022-11-23 , DOI: 10.1016/j.ijmecsci.2022.107969 Lei Shi , Jie Chen , Chuanliang Yang , Gaoqiang Chen , Chuansong Wu
|
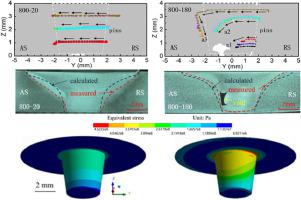
Understanding the void defect formation mechanism and simultaneous predicting the tool service life in friction stir welding are critical for optimizing the welding parameters. However, the void defect formation mechanism in friction stir welding is not yet elucidated. In this study, a novel integrated thermal-fluid-structure coupling model of the friction stir welding process was proposed for simultaneous prediction of the weld formation and tool service life. A new non-uniform distribution model of the tool-workpiece contact pressure was proposed to describe the interaction between the tool and the workpiece. The void defect formation mechanism was quantitatively studied using the proposed integrated thermal-fluid-structure coupling model. The results show that the plastic material flows in the horizontal direction and can completely fill the cavity behind the tool for the welding condition of forming a sound weld. While the tool-workpiece contact interfacial frictional shear stress in the rear of the tool is decreased significantly which leads to a severe decrease in the plastic material flow velocity. Therefore, after bypassing the tool from the retreating side, the plastic material at the bottom of the weld stagnates, and void defect forms in the middle and lower part of the weld at the advancing side. The difference between the maximum and the minimum tool-workpiece contact pressure could serve as a numerical criterion to predict void defects. A sound joint is formed when the difference is lower than the critical value of 15 MPa, while a void defect is formed in the weld if it is higher than this critical value. The maximum equivalent stress acting on the tool is located at the pin root with severe stress concentration at a high welding speed. The front of the tool is subjected to tensile stress while its rear is subjected to compressive stress, therefore the tool is apt to fracture at its root under an inappropriate welding condition. The average normal stress of the tool varies periodically with its period consistent with the rotation period of the tool. The service life of the tool is decreased with the increase in welding speed and the decrease in rotation speed. The model is validated by experimental results.
中文翻译:
搅拌摩擦焊空洞缺陷的热流固耦合分析
了解空洞缺陷形成机制并同时预测搅拌摩擦焊接中的工具使用寿命对于优化焊接参数至关重要。然而,摩擦搅拌焊接中空洞缺陷的形成机制尚未阐明。在这项研究中,提出了一种新型的搅拌摩擦焊接过程集成热-流体-结构耦合模型,用于同时预测焊缝形成和工具使用寿命。提出了一种新的工具-工件接触压力非均匀分布模型来描述工具与工件之间的相互作用。使用所提出的集成热-流体-结构耦合模型定量研究了空洞缺陷形成机制。结果表明,塑料材料沿水平方向流动,能够完全填充工具后方的空腔,形成良好焊缝的焊接条件。而工具后部的工具-工件接触界面摩擦剪应力显着降低,导致塑性材料流速急剧下降。因此,从后退侧绕过工具后,焊缝底部塑性材料停滞,前进侧焊缝中下部形成空洞缺陷。最大和最小工具-工件接触压力之间的差异可以作为预测空洞缺陷的数值标准。当差值低于15 MPa的临界值时,形成良好的接头,而如果高于这个临界值,就会在焊缝中形成空洞缺陷。在高焊接速度下,作用在工具上的最大等效应力位于销根处,应力集中严重。刀具前部承受拉应力,后部承受压应力,因此在焊接条件不当的情况下,刀具容易发生根部断裂。工具的平均法向应力随工具旋转周期的变化而周期性变化。工具的使用寿命随着焊接速度的提高和转速的降低而降低。该模型通过实验结果得到验证。在高焊接速度下,作用在工具上的最大等效应力位于销根处,应力集中严重。刀具前部承受拉应力,后部承受压应力,因此在焊接条件不当的情况下,刀具容易发生根部断裂。工具的平均法向应力随工具旋转周期的变化而周期性变化。工具的使用寿命随着焊接速度的提高和转速的降低而降低。该模型通过实验结果得到验证。在高焊接速度下,作用在工具上的最大等效应力位于销根处,应力集中严重。刀具前部承受拉应力,后部承受压应力,因此在焊接条件不当的情况下,刀具容易发生根部断裂。工具的平均法向应力随工具旋转周期的变化而周期性变化。工具的使用寿命随着焊接速度的提高和转速的降低而降低。该模型通过实验结果得到验证。工具的平均法向应力随工具旋转周期的变化而周期性变化。工具的使用寿命随着焊接速度的提高和转速的降低而降低。该模型通过实验结果得到验证。工具的平均法向应力随工具旋转周期的变化而周期性变化。工具的使用寿命随着焊接速度的提高和转速的降低而降低。该模型通过实验结果得到验证。

























 京公网安备 11010802027423号
京公网安备 11010802027423号