Biomass & Bioenergy ( IF 6 ) Pub Date : 2021-10-11 , DOI: 10.1016/j.biombioe.2021.106263 Ronaldy J.M.C.L. Silva 1 , Thibério P.C. Souza 1 , Diego R.M. Elihimas 1 , Josivan P. Silva 1 , Allan A. Albuquerque 2 , José G.A. Pacheco 3 , José M.F. Silva 1
|
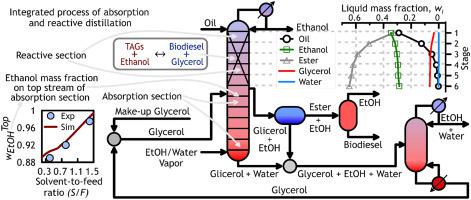
An innovative integrated process of ethanol dehydration and ethylic biodiesel production based on absorption and reactive distillation processes was demonstrated by experimental validated simulation and optimization using Aspen Plus® and Statistica® software, respectively. Glycerol, a byproduct of the transesterification of triacylglycerols, was adopted as solvent for ethanol purification. Experimental and simulated results of the absorption process step were compared and showed no significant difference from t-test with 95% of confidence level. The optimal conditions of the processes were obtained using a multivariate analysis. For the absorption process, the optimized parameters were solvent feed stream temperature, = 27 °C; number of stages, = 6; and solvent-to-feed ratio, = 1.5, 1.4 and 1.0 for ethanol mass fractions on feed stream of 0.8800, 0.9380 and 0.9910. The optimal parameters of the reactive distillation column (RDC) for biodiesel production were ethanol-to-oil molar ratio, = 12; = 6; total reflux ratio; and residence time to number of stages ratio, = 8 min/stage. The integrated process produced anhydrous ethanol with mass purity above 99.9%, oil conversion () above 99%, and biodiesel yield of 98%. Moreover, > 96.5% was also obtained for a lower value of = 7 adopting = 8 min/stage. Finally, the integrated process proved to be a potential economically attractive technology for ethylic biodiesel production, since reactive distillation and absorption columns were coupled based on the concept of process intensification.
中文翻译:
乙醇吸收脱水和反应蒸馏生产生物柴油:一种创新的集成工艺
通过分别使用 Aspen Plus® 和 Statistica® 软件的实验验证模拟和优化,展示了基于吸收和反应蒸馏过程的乙醇脱水和乙基生物柴油生产的创新集成过程。甘油是三酰基甘油酯交换的副产物,被用作乙醇纯化的溶剂。比较了吸收过程步骤的实验和模拟结果,在95% 的置信水平下与t检验没有显着差异。使用多变量分析获得工艺的最佳条件。对于吸收过程,优化的参数是溶剂进料流温度、 = 27°C;阶段数, = 6; 和溶剂进料比, = 1.5、1.4 和 1.0,对于 0.8800、0.9380 和 0.9910 的进料流上的乙醇质量分数。用于生物柴油生产的反应精馏塔 (RDC) 的最佳参数是乙醇与油的摩尔比, = 12; = 6; 总回流比;和停留时间与阶段数之比, = 8 分钟/阶段。一体化工艺生产出质量纯度在99.9%以上的无水乙醇,油品转化为() 99% 以上,生物柴油收率 98%。而且, > 96.5% 也获得了较低的值 = 7 采用 = 8 分钟/阶段。最后,由于反应蒸馏和吸收塔是基于过程强化概念的耦合,因此集成过程被证明是一种潜在的经济上有吸引力的乙基生物柴油生产技术。

























 京公网安备 11010802027423号
京公网安备 11010802027423号