International Journal of Machine Tools and Manufacture ( IF 14.0 ) Pub Date : 2021-07-07 , DOI: 10.1016/j.ijmachtools.2021.103770 Kaiyuan You 1 , Fengzhou Fang 1, 2 , Guangpeng Yan 1
|
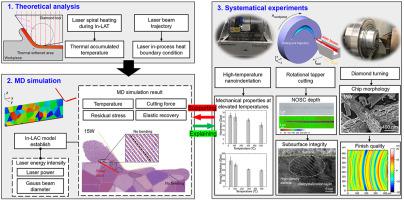
The removal mechanism of conventional cutting and in-process-heat laser-assisted cutting (In-LAC) of binderless polycrystalline tungsten carbide (WC) material is studied through systematic numerical analysis and experimental investigation. The proposed In-LAC model considers the accumulated thermal effect and the laser in-process-heat thermal boundary condition simultaneously. Results of molecular dynamics (MD) analysis are remarkably consistent with the experimental results qualitatively. The high-temperature nanoindentation test reveals the improved machinability of WC at an elevated temperature and provides a theoretical basis for cutting force reduction. A small Young's modulus measured at an elevated temperature presents a large elastic recovery value for the In-LAC model. The critical depth of no observed surface cracks of binderless WC increases from 26.6 nm to 106.3 nm, which can be attributed to in-process laser assistance. Furthermore, the In-LAC method is beneficial to avoid subsurface crystal bending and reduce subsurface damage in the MD model and the taper cutting sample subsurface. The existence of the laser annealing effect during the In-LAC process is directly proven by binderless WC cross-section transmission electron microscopy (TEM). According to the simulation analysis results and diamond turning chip morphology, the optimal laser power for polycrystalline WC ranges from 10 W to 15 W, which facilitates obtaining the surface finish of 4.66 nm in Sa and significantly improving the tool life.
中文翻译:
激光辅助金刚石车削中碳化钨的表面生成
通过系统的数值分析和实验研究,研究了无粘结剂多晶碳化钨(WC)材料的常规切割和过程中热激光辅助切割(In-LAC)的去除机理。所提出的 In-LAC 模型同时考虑了累积热效应和激光过程中的热边界条件。分子动力学(MD)分析的结果与实验结果在定性上非常一致。高温纳米压痕测试揭示了 WC 在高温下的可加工性提高,并为降低切削力提供了理论基础。在升高的温度下测量的小杨氏模量为 In-LAC 模型提供了大的弹性恢复值。无粘合剂 WC 未观察到表面裂纹的临界深度从 26.6 nm 增加到 106.3 nm,这可归因于过程中的激光辅助。此外,In-LAC 方法有利于避免亚表面晶体弯曲并减少 MD 模型和锥形切割样品亚表面中的亚表面损伤。In-LAC 工艺过程中激光退火效应的存在通过无粘合剂 WC 横截面透射电子显微镜 (TEM) 直接证明。根据仿真分析结果和金刚石车削切屑形貌,多晶WC的最佳激光功率范围为10 W至15 W,有利于在Sa中获得4.66 nm的表面光洁度并显着提高刀具寿命。In-LAC 方法有利于避免亚表面晶体弯曲并减少 MD 模型和锥形切割样品亚表面中的亚表面损伤。In-LAC 工艺过程中激光退火效应的存在通过无粘合剂 WC 横截面透射电子显微镜 (TEM) 直接证明。根据仿真分析结果和金刚石车削切屑形貌,多晶WC的最佳激光功率范围为10 W至15 W,有利于在Sa中获得4.66 nm的表面光洁度并显着提高刀具寿命。In-LAC 方法有利于避免亚表面晶体弯曲并减少 MD 模型和锥形切割样品亚表面中的亚表面损伤。In-LAC 工艺过程中激光退火效应的存在通过无粘合剂 WC 横截面透射电子显微镜 (TEM) 直接证明。根据仿真分析结果和金刚石车削切屑形貌,多晶WC的最佳激光功率范围为10 W至15 W,有利于在Sa中获得4.66 nm的表面光洁度并显着提高刀具寿命。In-LAC 工艺过程中激光退火效应的存在通过无粘合剂 WC 横截面透射电子显微镜 (TEM) 直接证明。根据仿真分析结果和金刚石车削切屑形貌,多晶WC的最佳激光功率范围为10 W至15 W,有利于在Sa中获得4.66 nm的表面光洁度并显着提高刀具寿命。In-LAC 工艺过程中激光退火效应的存在通过无粘合剂 WC 横截面透射电子显微镜 (TEM) 直接证明。根据仿真分析结果和金刚石车削切屑形貌,多晶WC的最佳激光功率范围为10 W至15 W,有利于在Sa中获得4.66 nm的表面光洁度并显着提高刀具寿命。

























 京公网安备 11010802027423号
京公网安备 11010802027423号