Precision Engineering ( IF 3.6 ) Pub Date : 2021-06-23 , DOI: 10.1016/j.precisioneng.2021.06.005 Shun-Tong Chen , Chien-Chih Chen , Sheng-Yu Shih
|
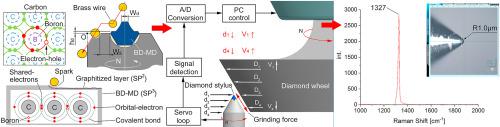
Monocrystalline diamond possesses covalent bonding making diamond extremely hard and difficult to machine. In this study, a microdiamond stylus typically used in measuring surface roughness is machined to exemplify the proposed ‘microspark erosion-assisted machining with heat-avoidance path’ technique. Based on the high thermal conductivity and weak electrical conductivity of boron-doped monocrystalline diamond, high-frequency pulsed discharge plasma is employed to efficiently perform microspark erosion machining on an extremely hard monocrystalline diamond blank. It was found that the pulse-on time and servo voltage respectively affect erosion plasma length and the erosion gap during diamond machining. Also, the safety distance and safety height of the erosion path dominate heat transfer to filler metal. These factors all affect the firmness of the brazed diamond blank on the substrate. Three mechanisms for removing carbon atoms from the diamond blank surface were observed. They are vaporization, melting, and graphitization of carbon atoms. This graphitized carbon atoms have weak electrical conductivity, which is conducive to inducing the wire-electrode to generate a greater electric field and secondary discharging, facilitating removal of additional carbon atoms. Experimental results indicate that a microdiamond stylus prototype with a tip of 10 μm can be safely formed using a ‘microspark erosion-assisted machining with heat-avoidance path’ technique, creating 93.7% repeatability of the minimum residual stylus diameter. The tangential micro-grinding facilitates the stylus tip to receive grinding from the grinding wheel's maximum tangential speed and create the precision microdiamond stylus with 1 μm in tip-radius. The applied microspark erosion-assisted machining had a diamond material removal rate that was 54% more efficient than conventional grinding of a commercial microdiamond stylus. The formed microdiamond stylus was inspected by Raman spectroscopy and verified by the surface roughness standard gauge to be up to industry standards.
中文翻译:
使用避热路径对单晶微金刚石触针进行高效微火花腐蚀辅助加工
单晶金刚石具有共价键,使金刚石极其坚硬且难以加工。在这项研究中,加工了通常用于测量表面粗糙度的微金刚石测针,以举例说明所提出的“具有避热路径的微火花侵蚀辅助加工”技术。基于掺硼单晶金刚石的高导热性和弱导电性,采用高频脉冲放电等离子体对极硬的单晶金刚石毛坯进行高效微火花腐蚀加工。发现脉冲开启时间和伺服电压分别影响金刚石加工过程中的腐蚀等离子体长度和腐蚀间隙。此外,侵蚀路径的安全距离和安全高度支配着向填充金属的热传递。这些因素都会影响钎焊金刚石毛坯在基材上的牢固度。观察到从金刚石毛坯表面去除碳原子的三种机制。它们是碳原子的汽化、熔化和石墨化。这种石墨化的碳原子导电性较弱,有利于诱导线电极产生更大的电场和二次放电,有利于去除额外的碳原子。实验结果表明,使用“具有避热路径的微火花腐蚀辅助加工”技术可以安全地形成尖端为 10 μm 的微金刚石触针原型,使最小残留触针直径的可重复性达到 93.7%。切向微磨有助于触针尖端从砂轮接受磨削' s 最大切向速度并创建尖端半径为 1 μm 的精密微金刚石测针。应用微火花腐蚀辅助加工的金刚石材料去除率比商业微金刚石触针的常规磨削效率高 54%。成型后的微金刚石测针通过拉曼光谱检测,表面粗糙度标准规验证符合行业标准。

























 京公网安备 11010802027423号
京公网安备 11010802027423号