Journal of Materials Processing Technology ( IF 6.3 ) Pub Date : 2021-05-06 , DOI: 10.1016/j.jmatprotec.2021.117207 Lei Liang , Lianggang Guo , Zhaohui Liu , Panzhi Wang , Hua Zhang
|
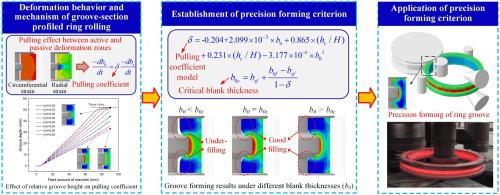
For the groove-section profiled ring rolling (GSPRR) of difficult-to-deform materials, one of the most challenging issues is to ensure the precision forming of ring groove before the diameter reaches to the desired value. The deformation behavior and mechanism of the GSPRR has been clarified in this work. It is found that the pulling effect of the active deformation zone on the passive deformation zone, quantificationally described by a pulling coefficient introduced in this paper, plays a decisive role in the precision forming of ring groove. The smaller the pulling coefficient, the weaker the pulling effect. This leads to less metal flowing in the circumferential direction for diameter growth, thus more metal flowing into the main roll cavity for the groove forming. The influences of the dimensions of the target rolled ring, rectangular blank thickness and processing parameters on the pulling coefficient are revealed. And a regression model describing the relationship between the pulling coefficient and its key influencing factors is developed. Based on the pulling coefficient model, a precision forming criterion for the GSPRR is established, by which a critical value of the rectangular blank thickness ensuring the precision forming of ring groove can be determined. The critical value is related to the rectangular blank thickness and the structural dimensions of the target rolled ring such as the relative groove height, so the developed criterion can provide an important guidance to design the blank and the target rolled ring (forging drawing) for the GSPRR process.
中文翻译:
关于槽型截面环锭轧制过程的精密成形准则
对于难变形材料的沟槽截面异形环轧制(GSPRR),最具挑战性的问题之一是在直径达到所需值之前确保环沟槽的精确成型。这项工作已经阐明了GSPRR的变形行为和机理。结果发现,主动变形区对被动变形区的拉力效应,通过本文引入的拉力系数定量描述,对环槽的精密成形起着决定性的作用。拉力系数越小,拉力效果越弱。这导致较少的金属在圆周方向上流动以增大直径,从而更多的金属流入主辊腔以形成凹槽。目标轧制环的尺寸的影响,揭示了矩形毛坯厚度和拉拔系数的加工参数。建立了描述牵引系数与其主要影响因素之间关系的回归模型。基于拉力系数模型,建立了GSPRR的精密成形标准,通过该标准可以确定确保环槽精密成形的矩形坯料厚度的临界值。该临界值与矩形坯料厚度和目标轧制环的结构尺寸(例如相对凹槽高度)有关,因此,开发的标准可为设计用于轧制的坯料和目标轧制环(锻造图)提供重要指导。 GSPRR流程。建立了描述牵引系数与其主要影响因素之间关系的回归模型。基于拉力系数模型,建立了GSPRR的精密成形标准,通过该标准可以确定确保环槽精密成形的矩形坯料厚度的临界值。该临界值与矩形坯料厚度和目标轧制环的结构尺寸(例如相对凹槽高度)有关,因此,开发的标准可为设计用于轧制的坯料和目标轧制环(锻造图)提供重要指导。 GSPRR流程。建立了描述牵引系数与其主要影响因素之间关系的回归模型。基于拉力系数模型,建立了GSPRR的精密成形标准,由此可以确定确保环形槽精密成形的矩形毛坯厚度的临界值。该临界值与矩形坯料厚度和目标轧制环的结构尺寸(例如相对凹槽高度)有关,因此,开发的标准可为设计用于轧制的坯料和目标轧制环(锻造图)提供重要指导。 GSPRR流程。由此可以确定确保环槽的精确成形的矩形坯料厚度的临界值。该临界值与矩形坯料厚度和目标轧制环的结构尺寸(例如相对凹槽高度)有关,因此,开发的标准可为设计用于轧制的坯料和目标轧制环(锻造图)提供重要指导。 GSPRR流程。由此可以确定确保环槽的精确成形的矩形坯料厚度的临界值。该临界值与矩形坯料厚度和目标轧制环的结构尺寸(例如相对凹槽高度)有关,因此,开发的标准可为设计用于轧制的坯料和目标轧制环(锻造图)提供重要指导。 GSPRR流程。


























 京公网安备 11010802027423号
京公网安备 11010802027423号