Engineering Fracture Mechanics ( IF 5.4 ) Pub Date : 2021-04-18 , DOI: 10.1016/j.engfracmech.2021.107721 Lingyun Qian , Wanting Ji , Chaoyang Sun , Gang Fang , Junhe Lian
|
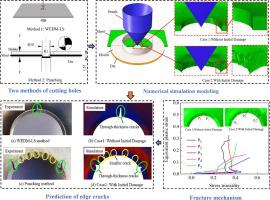
The stretch-flangeability of advanced high-strength steel (AHSS) sheets after blanking highly depends on the stress states as well as the edge pre-damage inherited from the initial blanking process. It cannot be predicted by using conventional forming limit diagram methods. To solve this issue, in this study, a numerical simulation model of the two-step hole cutting-hole expansion tests for the TRIP800 sheet was established by considering the initial surface irregularities induced by hole fabrication into the hole expansion process. Two methods, punching and wire-cut electrical discharge machining with low speed were adopted to cut holes. The modified Mohr–Coulomb fracture model together with post-failure softening was utilized to predict the fracture initiation and crack propagation during two forming processes. The results manifested that the WEDM-LS cutting method brought negligible damage to the hole edge and the sheet edge fabricated by this method can be assumed without pre-damage. Multiple finer notches were detected at the surface of the punched hole. These features triggered stress states with higher stress triaxiality up to 0.6 and thus accelerated the edge fracture occurrence during the hole expansion deformation. The measured hole expansion ratio of the punched hole was 26.1%, which was correctly predicted by the proposed model by considering edge pre-damage. As a comparison, the ideal model without pre-damage overestimated the value by about 100%.
中文翻译:
考虑落料预损伤的高强度高强钢翻边时边缘断裂的预测
冲裁后的高级高强度钢板(AHSS)的拉伸凸缘性在很大程度上取决于应力状态以及从初始冲裁过程继承的边缘预损伤。它不能通过使用常规的成形极限图方法进行预测。为了解决这个问题,在本研究中,考虑到因扩孔过程中的孔制造而引起的初始表面不规则性,建立了TRIP800板的两步孔切割扩孔试验的数值模拟模型。采用低速冲孔和线切割放电加工两种方法切割孔。修改后的Mohr-Coulomb断裂模型与故障后软化一起用于预测两个成形过程中的断裂萌生和裂纹扩展。结果表明,WEDM-LS切割方法对孔边缘的损伤可忽略不计,并且可以假定通过该方法制造的板材边缘没有预先损坏。在打孔的表面检测到多个更细的凹口。这些特征触发了高达0.6的较高应力三轴性的应力状态,从而加速了扩孔变形过程中边缘断裂的发生。测得的冲孔扩孔率为26.1%,该模型通过考虑边缘预损伤可以正确预测。作为比较,没有预损坏的理想模型将其值高估了大约100%。在打孔的表面检测到多个更细的凹口。这些特征触发了高达0.6的较高应力三轴性的应力状态,从而加速了扩孔变形过程中边缘断裂的发生。测得的冲孔扩孔率为26.1%,该模型通过考虑边缘预损伤可以正确预测。作为比较,没有预损坏的理想模型将其值高估了大约100%。在打孔的表面检测到多个更细的凹口。这些特征触发了高达0.6的较高应力三轴性的应力状态,从而加速了扩孔变形过程中边缘断裂的发生。测得的冲孔扩孔率为26.1%,该模型通过考虑边缘预损伤可以正确预测。作为比较,没有预损坏的理想模型将其值高估了大约100%。

























 京公网安备 11010802027423号
京公网安备 11010802027423号