International Journal of Mechanical Sciences ( IF 7.3 ) Pub Date : 2021-02-17 , DOI: 10.1016/j.ijmecsci.2021.106351 Harry Otalora-Ortega , Patxi Aristimuño Osoro , Pedro Arrazola Arriola
|
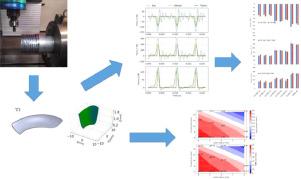
The cutting forces generated in machining are responsible for the tool deflection, part distortion, and features as chatter; therefore, their accurate estimation is fundamental to defining stable and safe working conditions to increase workpiece accuracy and productivity. Turn-milling is a conventional milling operation while the workpiece is simultaneously rotating. These operations enable manufacturing pieces with bosses or eccentricities; particularly, in large-sized industries such as aeronautics, naval power, and nuclear energy. Despite its wide use, relatively few studies are available regarding cutting forces and their implication in the process. Then, the effects of some cutting parameters over the process are not well detailed, for example, the tool profile and eccentricity. The numerical model presented in this research covers the cases of tool eccentricity and tool profile, such as torus and spherical end mills in orthogonal turn-milling operations. The model accurately determines the uncut chip geometry, validated theoretically against a CAD representation of the chip with errors below 3%. Furthermore, a set of milling trials was proposed to compare the chip mass and the cutting forces estimated by the model with those measured from the trials in torus and spherical profiles. The experimental validation results correlate in both tests presenting in the case of the mass errors below 3.5% and the cutting-forces errors around 12%. The validated model allows exploring a wider scenario of simulations where the eccentricity and the tool profile are the studied variables. The main findings drawn from the experiments and simulations are that the tool profile and the eccentricity affect the material removal rate. Its wrong selection reduces the chip volume and leaves material where it is supposed to be removed; then, the geometrical errors force to reprocess the workpiece, negatively impacting manufacturing productivity.
中文翻译:
考虑刀具轮廓和偏心度的正交切削铣削中预测切削力的未切削切屑几何形状确定
加工中产生的切削力是造成刀具变形,零件变形和颤振的原因。因此,它们的精确估算对于定义稳定和安全的工作条件以提高工件的准确性和生产率至关重要。车铣是工件同时旋转时的常规铣削操作。这些操作可以制造具有凸台或偏心的零件;特别是在航空,海军和核能等大型行业中。尽管其用途广泛,但有关切削力及其在加工中的含义的研究相对较少。然后,一些切削参数在整个过程中的影响还没有得到很好的阐述,例如,刀具轮廓和偏心率。本研究中提供的数值模型涵盖了刀具偏心和刀具轮廓的情况,例如正交车铣加工中的环面和球面立铣刀。该模型可精确确定未切屑的切屑几何形状,并根据切屑的CAD表示从理论上进行了验证,误差低于3%。此外,提出了一组铣削试验,以比较该模型估算的切屑质量和切削力与在环形和球形轮廓试验中测得的结果。在质量误差低于3.5%且切削力误差约为12%的情况下,两种测试的实验验证结果均相关。经过验证的模型可以探索更广泛的模拟场景,其中偏心率和工具轮廓是研究的变量。从实验和模拟中得出的主要发现是刀具轮廓和偏心率会影响材料去除率。错误的选择会减少切屑的体积,并使材料留在应去除的地方。然后,几何误差迫使对工件进行再加工,从而对制造生产率产生负面影响。

























 京公网安备 11010802027423号
京公网安备 11010802027423号