当前位置:
X-MOL 学术
›
Eng. Sci. Technol. Int. J.
›
论文详情
Our official English website, www.x-mol.net, welcomes your feedback! (Note: you will need to create a separate account there.)
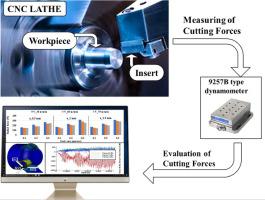
Numerical and experimental investigation of cutting forces in turning of Nimonic 80A superalloy
Engineering Science and Technology, an International Journal ( IF 5.7 ) Pub Date : 2020-06-01 , DOI: 10.1016/j.jestch.2020.02.001 Mehmet Erdi Korkmaz , Nafiz Yaşar , Mustafa Günay
Engineering Science and Technology, an International Journal ( IF 5.7 ) Pub Date : 2020-06-01 , DOI: 10.1016/j.jestch.2020.02.001 Mehmet Erdi Korkmaz , Nafiz Yaşar , Mustafa Günay
|
Abstract The study presents the machinability of Nimonic 80A superalloys depending on the cutting forces in both the turning experiments and simulations by finite element method (FEM) in order to approve the precision of the predetermined Johnson-Cook (JC) parameters from our previous study. In the first part of the paper, the turning experiments have been performed on Nimonic 80A superalloy with coated carbide tools to determine the cutting forces namely main cutting force, feed force and radial force. Three different cutting parameters namely depth of cut, cutting speed and feed rate have been used with three levels. The effect levels of the cutting parameters on cutting forces have been also determined with the analysis of variance (ANOVA) at 95% confidence level. Secondly, predetermined JC material model parameters have been inputted into the software running by FEM. Thereafter, the turning simulations have been performed by FEM with the same cutting conditions as experimental ones. According to ANOVA results, depth of cut is the most important parameter on Fc and Ff while feed rate is the most important factor on the Fr. Through the closer results (the mean of 6.45% deviation) of cutting forces between the experiments and simulations, the JC parameters of the material and the boundary conditions of the simulations have been approved with high accuracy.
中文翻译:

Nimonic 80A高温合金车削切削力数值与实验研究
摘要 本研究介绍了 Nimonic 80A 高温合金的切削力取决于车削实验和有限元法 (FEM) 模拟中的切削力,以验证我们之前研究中预定的 Johnson-Cook (JC) 参数的精度。在论文的第一部分,使用涂层硬质合金刀具对 Nimonic 80A 高温合金进行车削实验,以确定切削力,即主切削力、进给力和径向力。三种不同的切削参数,即切削深度、切削速度和进给率已被用于三个级别。切削参数对切削力的影响水平也已通过方差分析 (ANOVA) 在 95% 置信水平下确定。第二,预先确定的 JC 材料模型参数已输入到 FEM 运行的软件中。此后,车削模拟已通过有限元法进行,切削条件与实验相同。根据方差分析结果,切削深度是 Fc 和 Ff 的最重要参数,而进给速率是 Fr 的最重要因素。通过实验和模拟之间切削力的更接近结果(6.45% 的平均偏差),材料的 JC 参数和模拟的边界条件得到了高精度的认可。切削深度是 Fc 和 Ff 的最重要参数,而进给速率是 Fr 的最重要因素。通过实验和模拟之间切削力的更接近结果(6.45% 的平均偏差),材料的 JC 参数和模拟的边界条件得到了高精度的认可。切削深度是 Fc 和 Ff 的最重要参数,而进给速率是 Fr 的最重要因素。通过实验和模拟之间切削力的更接近结果(6.45% 的平均偏差),材料的 JC 参数和模拟的边界条件得到了高精度的认可。
更新日期:2020-06-01
中文翻译:
Nimonic 80A高温合金车削切削力数值与实验研究
摘要 本研究介绍了 Nimonic 80A 高温合金的切削力取决于车削实验和有限元法 (FEM) 模拟中的切削力,以验证我们之前研究中预定的 Johnson-Cook (JC) 参数的精度。在论文的第一部分,使用涂层硬质合金刀具对 Nimonic 80A 高温合金进行车削实验,以确定切削力,即主切削力、进给力和径向力。三种不同的切削参数,即切削深度、切削速度和进给率已被用于三个级别。切削参数对切削力的影响水平也已通过方差分析 (ANOVA) 在 95% 置信水平下确定。第二,预先确定的 JC 材料模型参数已输入到 FEM 运行的软件中。此后,车削模拟已通过有限元法进行,切削条件与实验相同。根据方差分析结果,切削深度是 Fc 和 Ff 的最重要参数,而进给速率是 Fr 的最重要因素。通过实验和模拟之间切削力的更接近结果(6.45% 的平均偏差),材料的 JC 参数和模拟的边界条件得到了高精度的认可。切削深度是 Fc 和 Ff 的最重要参数,而进给速率是 Fr 的最重要因素。通过实验和模拟之间切削力的更接近结果(6.45% 的平均偏差),材料的 JC 参数和模拟的边界条件得到了高精度的认可。切削深度是 Fc 和 Ff 的最重要参数,而进给速率是 Fr 的最重要因素。通过实验和模拟之间切削力的更接近结果(6.45% 的平均偏差),材料的 JC 参数和模拟的边界条件得到了高精度的认可。

























 京公网安备 11010802027423号
京公网安备 11010802027423号