Journal of Manufacturing Processes ( IF 6.2 ) Pub Date : 2020-06-24 , DOI: 10.1016/j.jmapro.2020.05.050 Şakir Yazman , Uğur Köklü , Levent Urtekin , Sezer Morkavuk , Lokman Gemi
|
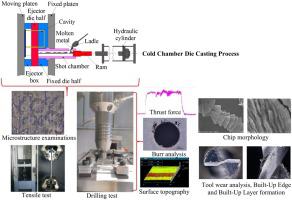
In this study, the effects of the cold chamber die casting parameters on high-speed drilling machinability of AZ91 Magnesium alloys were experimentally investigated. The influence of different casting parameters (casting temperature, molding pressure, and gate speed) on microstructure, mechanical properties and machinability characteristics (thrust force, tool wear, built-up edge, built-up layer formation, surface topography, chip morphology, and burr formation) were examined. The experimental results showed that the grain size of the conventional casting sample was around 50 microns, while in other cold chamber die casting tests, it varied depending on temperature, pressure, and gate speed. It was observed that the tensile strength values of the samples produced with 1000 bar mold pressure were higher than those of other samples. In the formation of thrust force, the feed rate is more effective than the cutting speed. The least tool wear occurred in the drilling of the As-cast sample, while the highest tool wear occurred in the drilling of the sample which was produced with low pressure and low gate speed combination. As a result of the drilling tests, depending on casting and cutting parameters, three different types of chips were formed: fan, spiral cone, and long ribbon type. Furthermore, uniform and transient burrs in different sizes were observed.
中文翻译:
冷室压铸参数对铸造AZ91合金高速钻孔切削性能影响的实验研究
在这项研究中,实验研究了冷室压铸参数对AZ91镁合金高速钻孔加工性能的影响。不同铸造参数(铸造温度,成型压力和浇口速度)对组织,力学性能和可加工性(推力,工具磨损,堆积边缘,堆积层形成,表面形貌,切屑形态和检查毛刺形成)。实验结果表明,常规铸造样品的晶粒尺寸约为50微米,而在其他冷室压铸测试中,其尺寸则取决于温度,压力和浇口速度。观察到以1000 bar模具压力生产的样品的拉伸强度值高于其他样品。在形成推力时,进给速度比切削速度更有效。在铸态样品的钻孔中发生的工具磨损最少,而在样品的钻孔中发生的工具磨损最高,这是在低压和低浇口速度组合下产生的。钻孔测试的结果是,根据铸造和切割参数,形成了三种不同类型的切屑:风扇,螺旋锥和长带状。此外,观察到不同大小的均匀和瞬时毛刺。根据浇铸和切削参数,形成了三种不同类型的切屑:风扇,螺旋锥和长带状。此外,观察到不同大小的均匀和瞬时毛刺。根据浇铸和切削参数,形成了三种不同类型的切屑:风扇,螺旋锥和长带状。此外,观察到不同大小的均匀和瞬时毛刺。

























 京公网安备 11010802027423号
京公网安备 11010802027423号