Journal of Manufacturing Processes ( IF 6.2 ) Pub Date : 2020-06-06 , DOI: 10.1016/j.jmapro.2020.05.054 Laibo Sun , Fengchun Jiang , Ruisheng Huang , Ding Yuan , Yan Su , Chunhuan Guo , Jiandong Wang
|
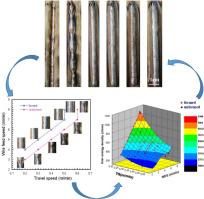
The process parameters of wire and arc additive manufacturing (WAAM) are considered to affect the quality and molding efficiency of the fabrications significantly. In this investigation, liner energy density as a process parameter instead of welding voltage, welding current, travel speed, and wire feed speed is introduced to define the process window of single-layer parts. A series of effects of liner energy density on characteristic geometry parameters, such as bead width, bead height, penetration, dilution, and W/H (bead width/bead height), are discussed. Additionally, the influence and correlation coefficient of liner energy density on characteristic geometry parameters are calculated. The result shows that liner energy density appears the most significant impact on bead height and the least significant impact on dilution. At last, the novel single-layer process window has been developed, which indicates that the single-layer parts can be formed when the liner energy density passes the line of 400 J/mm. The proposed research provides the foundation for indicating the manufacturing process and molding optimization.
中文翻译:
线和电弧增材制造制造的单层零件具有衬里能量密度的工艺窗口的研究
线材和电弧增材制造(WAAM)的工艺参数被认为会显着影响制造的质量和成型效率。在这项研究中,引入衬里能量密度作为工艺参数,而不是焊接电压,焊接电流,行进速度和送丝速度来定义单层零件的工艺窗口。讨论了衬里能量密度对特征几何参数的一系列影响,例如珠宽,珠高,渗透,稀释和W / H(珠宽/珠高)。另外,计算了衬里能量密度对特征几何参数的影响和相关系数。结果表明,衬里能量密度对珠粒高度的影响最大,而对稀释度的影响最小。最后,已经开发出新颖的单层工艺窗口,这表明当衬里能量密度超过400 J / mm的线时可以形成单层零件。这项研究为指示制造过程和成型优化提供了基础。

























 京公网安备 11010802027423号
京公网安备 11010802027423号