当前位置:
X-MOL 学术
›
J. Mater. Process. Tech.
›
论文详情
Our official English website, www.x-mol.net, welcomes your feedback! (Note: you will need to create a separate account there.)
A comparison of double shielded GMAW-P with conventional GMAW-P in the arc, droplet and bead formation
Journal of Materials Processing Technology ( IF 6.3 ) Pub Date : 2020-11-01 , DOI: 10.1016/j.jmatprotec.2020.116781 Ran Zong , Ji Chen , Chuansong Wu
Journal of Materials Processing Technology ( IF 6.3 ) Pub Date : 2020-11-01 , DOI: 10.1016/j.jmatprotec.2020.116781 Ran Zong , Ji Chen , Chuansong Wu
|
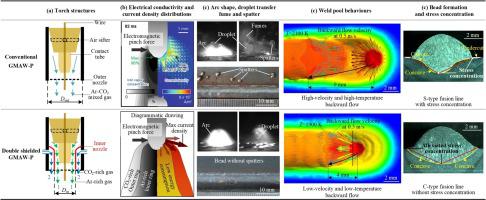
Abstract Double shielded pulsed gas metal arc welding (D-GMAW-P) was proposed to feed the shielding gas of Argon (Ar) and carbon dioxide (CO2) with two independent coaxial channels. The molten pool was protected from blowholes by improving the flow rates of shielding gas in the inner channel and outer channel. The feeding of Ar in inner channel and CO2 in outer channel made the current density distribution of the double-shielded arc generate a strong electromagnetic pinch force at the necking positon of droplet, which was favorable for droplet transfer, thereby improving welding stability. In the case of avoiding short circuit and spatter, the content of CO2 in shielding gas could be increased to 50 % by the double-channel torch. Compared with the conventional GMAW-P arc, the outer ring of the double-shielded arc had a more significant thermal compression effect on its inner ring, which made the arc heat-pressure distribution more concentrated and the droplet impingement much weaker. It decreased the backward flow velocity of molten metal, thereby weakening its eroding action on the gouging region and weld toe. Both the finger penetration and undercut defect were suppressed. The weld fusion line varied from an S-type to a C-type, which could effectively alleviate stress concentration.
中文翻译:

双屏蔽 GMAW-P 与传统 GMAW-P 在电弧、熔滴和焊珠形成方面的比较
摘要 提出了双保护脉冲气体保护金属电弧焊(D-GMAW-P),通过两个独立的同轴通道供应氩(Ar)和二氧化碳(CO2)保护气体。通过提高内通道和外通道中保护气体的流量来保护熔池免受气孔的影响。内通道通入Ar,外通道通入CO2,使得双屏蔽电弧的电流密度分布在熔滴颈缩位置产生强大的电磁夹力,有利于熔滴过渡,从而提高焊接稳定性。在避免短路和飞溅的情况下,双通道焊炬可将保护气体中CO2的含量提高到50%。与传统的 GMAW-P 电弧相比,双屏蔽电弧的外环对其内环的热压缩作用更加显着,使电弧热压分布更加集中,熔滴冲击更弱。它降低了熔融金属的回流速度,从而减弱了其对气刨区域和焊趾的侵蚀作用。手指穿透和咬边缺陷均得到抑制。焊缝熔合线由S型变为C型,可有效缓解应力集中。
更新日期:2020-11-01
中文翻译:
双屏蔽 GMAW-P 与传统 GMAW-P 在电弧、熔滴和焊珠形成方面的比较
摘要 提出了双保护脉冲气体保护金属电弧焊(D-GMAW-P),通过两个独立的同轴通道供应氩(Ar)和二氧化碳(CO2)保护气体。通过提高内通道和外通道中保护气体的流量来保护熔池免受气孔的影响。内通道通入Ar,外通道通入CO2,使得双屏蔽电弧的电流密度分布在熔滴颈缩位置产生强大的电磁夹力,有利于熔滴过渡,从而提高焊接稳定性。在避免短路和飞溅的情况下,双通道焊炬可将保护气体中CO2的含量提高到50%。与传统的 GMAW-P 电弧相比,双屏蔽电弧的外环对其内环的热压缩作用更加显着,使电弧热压分布更加集中,熔滴冲击更弱。它降低了熔融金属的回流速度,从而减弱了其对气刨区域和焊趾的侵蚀作用。手指穿透和咬边缺陷均得到抑制。焊缝熔合线由S型变为C型,可有效缓解应力集中。

























 京公网安备 11010802027423号
京公网安备 11010802027423号