International Journal of Machine Tools and Manufacture ( IF 14.0 ) Pub Date : 2020-03-02 , DOI: 10.1016/j.ijmachtools.2020.103540 Hui Wang , Z.J. Pei , Weilong Cong
|
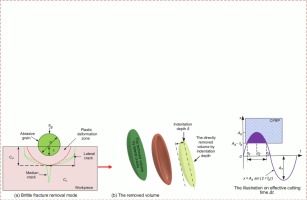
End surface grinding of carbon fiber reinforced plastic (CFRP) composites using RUM with elliptical ultrasonic vibration has been proven to be effective in improving surface quality and simultaneously decreasing cutting forces. The cutting force is considered as one of the key output variables to evaluate the machining performance of the cutting process. Investigating cutting force and its modeling development provides great help to understand the effects of input variables and material removal mechanisms of RUM end surface grinding of CFRPs with elliptical ultrasonic vibration. However, there is no investigation on modeling cutting force for this process. This investigation will, for the first time, present a mechanistic feeding-directional cutting force model for such a process. This model is developed based on the material removal mode of brittle fracture. The approaches of the modeling development start from the analysis of one single abrasive grain, including the material removal volume, the effective cutting time, the average indentation depth, and the impact grain force in one ultrasonic vibration cycle. The designed pilot experiments are performed to verify this mechanistic model. The trends of predicted cutting forces are consistent well with those of experimental results. In addition, it can be also applied for predicting the effects of input variables (including depth of cut, feedrate, tool rotation speed, ultrasonic amplitude, abrasive size, and abrasive concentration) on feeding-directional cutting forces.
中文翻译:
椭圆超声振动的旋转超声加工CFRP复合材料端面磨削的进给方向切削力模型
事实证明,使用RUM结合椭圆超声振动对碳纤维增强塑料(CFRP)复合材料进行端面磨削可有效改善表面质量并同时降低切削力。切削力被认为是评估切削过程的机械性能的关键输出变量之一。研究切削力及其模型开发为理解椭圆形超声振动对CFRP的RUM端面磨削的输入变量和材料去除机理的影响提供了很大的帮助。但是,尚未对此模型的切削力建模进行研究。这项研究将首次提出用于这种工艺的机械式进给方向切削力模型。该模型是基于脆性断裂的材料去除模式而开发的。建模开发的方法从分析单个磨料颗粒开始,包括材料去除量,有效切削时间,平均压痕深度和一个超声振动循环中的冲击颗粒力。进行设计的试验实验以验证该机理模型。预测切削力的趋势与实验结果吻合良好。此外,它还可用于预测输入变量(包括切削深度,进给速度,刀具转速,超声振幅,磨料尺寸和磨料浓度)对进给方向切削力的影响。建模开发的方法从分析单个磨料颗粒开始,包括材料去除量,有效切削时间,平均压痕深度和一个超声振动循环中的冲击颗粒力。进行设计的试验实验以验证该机理模型。预测切削力的趋势与实验结果吻合良好。此外,它还可用于预测输入变量(包括切削深度,进给速度,刀具转速,超声振幅,磨料尺寸和磨料浓度)对进给方向切削力的影响。建模开发的方法从分析单个磨料颗粒开始,包括材料去除量,有效切削时间,平均压痕深度和一个超声振动循环中的冲击颗粒力。进行设计的试验实验以验证该机理模型。预测切削力的趋势与实验结果吻合良好。此外,它还可用于预测输入变量(包括切削深度,进给速度,刀具转速,超声振幅,磨料尺寸和磨料浓度)对进给方向切削力的影响。进行设计的试验实验以验证该机理模型。预测切削力的趋势与实验结果吻合良好。此外,它还可用于预测输入变量(包括切削深度,进给速度,刀具转速,超声振幅,磨料尺寸和磨料浓度)对进给方向切削力的影响。进行设计的试验实验以验证该机理模型。预测切削力的趋势与实验结果吻合良好。此外,它还可用于预测输入变量(包括切削深度,进给速度,刀具转速,超声振幅,磨料尺寸和磨料浓度)对进给方向切削力的影响。


























 京公网安备 11010802027423号
京公网安备 11010802027423号