当前位置:
X-MOL 学术
›
J. Mater. Process. Tech.
›
论文详情
Our official English website, www.x-mol.net, welcomes your feedback! (Note: you will need to create a separate account there.)
Influence of dimple and spot-texturing of HSS cutting tool on machining of Ti-6Al-4V
Journal of Materials Processing Technology ( IF 6.3 ) Pub Date : 2018-11-01 , DOI: 10.1016/j.jmatprotec.2018.05.032 Mayur S. Sawant , N.K. Jain , I.A. Palani
Journal of Materials Processing Technology ( IF 6.3 ) Pub Date : 2018-11-01 , DOI: 10.1016/j.jmatprotec.2018.05.032 Mayur S. Sawant , N.K. Jain , I.A. Palani
|
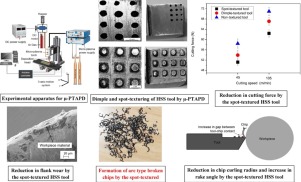
Abstract Machining of titanium alloys using high speed steel (HSS) tools is difficult due to their lower thermal conductivity which increases temperature of the HSS cutting tools thus accelerating their wear. Texturing on rake face of a cutting tool has recently emerged as a promising and environment friendly method enhancing removal of heat from the machining zone. This paper reports study on influence of spot and dimple textures by micro-plasma transferred arc powder deposition (μ-PTAPD) process on rake face of the HSS cutting tools. Experiments were conducted to study effects of μ-plasma power, powder flow rate and exposure time on dilution of spot-textures by making spots of Stellite powder on the HSS tool and to identify their optimum values for making an array of spots on rake face of the HSS tool. Similarly, effects of μ-plasma power and exposure time on diameter, depth, and aspect ratio of dimples were studied to identify their optimum values for producing an array of dimples on rake face of the HSS tool. Spot-textured, dimple-textured, and non-textured HSS tools were used in turning of Ti-6Al-4 V alloy and their performance was compared in terms of machining forces, flank wear, tool temperature, chip shapes, and surface roughness of the turned workpiece. Use of spot-textured HSS tool resulted in least values of cutting and thrust forces, chip-tool contact length, tool temperature, flank wear, adhesion of the workpiece material to the tool, and average surface roughness of the turned workpiece than the dimple-textured and non-textured HSS tools at different cutting speeds. Performance of the dimple-textured HSS tool was better than the non-textured tool in these aspects. Spots helped in formation of segmented chips by reducing curling radius of chips whereas non-textured and dimple-textured tools formed continuously curling ribbon-like chips. Spots also act as fins which enhance heat loss to the machining environment and helping in reduction of tool temperature. This study proves that spot-texturing of rake face of HSS tool by μ-PTAPD process is an economical, effective and environment friendly method to improve machining of titanium alloys.
中文翻译:

高速钢刀具的凹坑和局部织构对Ti-6Al-4V加工的影响
摘要 使用高速钢 (HSS) 刀具加工钛合金是困难的,因为它们的热导率较低,这会增加高速钢刀具的温度,从而加速其磨损。切削刀具前刀面上的纹理加工最近已成为一种有前途且环境友好的方法,可增强加工区的热量去除。本文报道了微等离子体转移弧粉末沉积 (μ-PTAPD) 工艺对高速钢切削刀具前刀面的光斑和凹坑纹理影响的研究。通过在 HSS 工具上制作司太立粉末斑点,进行实验以研究 μ 等离子体功率、粉末流速和曝光时间对斑点纹理稀释的影响,并确定它们在前刀面上制作一系列斑点的最佳值。 HSS 工具。相似地,研究了 μ 等离子体功率和曝光时间对凹坑直径、深度和纵横比的影响,以确定它们在高速钢刀具前刀面上产生凹坑阵列的最佳值。使用点纹理、凹坑纹理和非纹理高速钢刀具对 Ti-6Al-4 V 合金进行车削,并在加工力、后刀面磨损、刀具温度、切屑形状和表面粗糙度等方面对它们的性能进行了比较。车削的工件。使用点状纹理高速钢刀具导致切削力和推力、切屑刀具接触长度、刀具温度、后刀面磨损、工件材料与刀具的附着力以及车削工件的平均表面粗糙度的最小值,而不是凹坑。不同切削速度下的纹理和非纹理高速钢刀具。在这些方面,凹坑纹理高速钢工具的性能优于非纹理工具。斑点通过减少切屑的卷曲半径来帮助形成分段切屑,而无纹理和凹痕纹理工具形成连续卷曲的带状切屑。斑点还充当散热片,可增加加工环境的热量损失,并有助于降低刀具温度。本研究证明,通过μ-PTAPD工艺对高速钢刀具前刀面进行局部纹理化是一种经济、有效且环境友好的改善钛合金加工的方法。斑点还充当散热片,可增加加工环境的热量损失,并有助于降低刀具温度。本研究证明,通过μ-PTAPD工艺对高速钢刀具前刀面进行局部纹理化是一种经济、有效且环境友好的改善钛合金加工的方法。斑点还充当散热片,可增加加工环境的热量损失,并有助于降低刀具温度。本研究证明,通过μ-PTAPD工艺对高速钢刀具前刀面进行局部纹理化是一种经济、有效且环境友好的改善钛合金加工的方法。
更新日期:2018-11-01
中文翻译:
高速钢刀具的凹坑和局部织构对Ti-6Al-4V加工的影响
摘要 使用高速钢 (HSS) 刀具加工钛合金是困难的,因为它们的热导率较低,这会增加高速钢刀具的温度,从而加速其磨损。切削刀具前刀面上的纹理加工最近已成为一种有前途且环境友好的方法,可增强加工区的热量去除。本文报道了微等离子体转移弧粉末沉积 (μ-PTAPD) 工艺对高速钢切削刀具前刀面的光斑和凹坑纹理影响的研究。通过在 HSS 工具上制作司太立粉末斑点,进行实验以研究 μ 等离子体功率、粉末流速和曝光时间对斑点纹理稀释的影响,并确定它们在前刀面上制作一系列斑点的最佳值。 HSS 工具。相似地,研究了 μ 等离子体功率和曝光时间对凹坑直径、深度和纵横比的影响,以确定它们在高速钢刀具前刀面上产生凹坑阵列的最佳值。使用点纹理、凹坑纹理和非纹理高速钢刀具对 Ti-6Al-4 V 合金进行车削,并在加工力、后刀面磨损、刀具温度、切屑形状和表面粗糙度等方面对它们的性能进行了比较。车削的工件。使用点状纹理高速钢刀具导致切削力和推力、切屑刀具接触长度、刀具温度、后刀面磨损、工件材料与刀具的附着力以及车削工件的平均表面粗糙度的最小值,而不是凹坑。不同切削速度下的纹理和非纹理高速钢刀具。在这些方面,凹坑纹理高速钢工具的性能优于非纹理工具。斑点通过减少切屑的卷曲半径来帮助形成分段切屑,而无纹理和凹痕纹理工具形成连续卷曲的带状切屑。斑点还充当散热片,可增加加工环境的热量损失,并有助于降低刀具温度。本研究证明,通过μ-PTAPD工艺对高速钢刀具前刀面进行局部纹理化是一种经济、有效且环境友好的改善钛合金加工的方法。斑点还充当散热片,可增加加工环境的热量损失,并有助于降低刀具温度。本研究证明,通过μ-PTAPD工艺对高速钢刀具前刀面进行局部纹理化是一种经济、有效且环境友好的改善钛合金加工的方法。斑点还充当散热片,可增加加工环境的热量损失,并有助于降低刀具温度。本研究证明,通过μ-PTAPD工艺对高速钢刀具前刀面进行局部纹理化是一种经济、有效且环境友好的改善钛合金加工的方法。


























 京公网安备 11010802027423号
京公网安备 11010802027423号