LWT - Food Science and Technology ( IF 6 ) Pub Date : 2018-02-10 , DOI: 10.1016/j.lwt.2018.02.013 Sharmin Suraiya , Jang-Ho Kim , Jin Yeong Tak , Mahbubul Pratik Siddique , Cho Ja Young , Joong Kyun Kim , In-Soo Kong
|
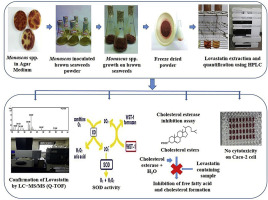
In this study, Saccharina japonica (brown seaweed) was fermented in solid state by Monascus purpureus to maximize lovastatin production, the response surface methodology (RSM) was applied to optimize four different fermentation parameters: temperature (25−35 °C), time (10−20 days), glucose (0.1–1.5%) and peptone (0.1–0.7%) concentration. The predicted combination of process parameters yielding the highest rate of lovastatin production (13.40 mg gdfs−1) was obtained at a temperature of 25.64 °C, a fermentation time of 14.49 days, glucose concentration of 1.32% and peptone concentration of 0.20%, with 92.85% validity. Among the studied factors, glucose, incubation time and temperature most strongly influenced lovastatin production. Triplicate experiments in which lovastatin was produced under optimal conditions resulted in a mean yield of 13.98 mg gdfs−1 with 207.84 mg gdfs−1 biomass. Liquid chromatography–tandem mass spectrometry (quadrupole time-of-flight) analysis confirmed the ionic molecular weight of lovastatin (405.26). Lovastatin from the M. purpureus fermented S. japonica exhibited thermal stability, superoxide dismutase activity and a cholesterol esterase inhibition activity that was higher than that of unfermented sample and showed no toxic effect on Caco-2 cell. Thus, S. japonica was a suitable substrate to maximize lovastatin production from M. purpureus at optimum condition for applying in food and pharmaceutical industry.
中文翻译:
对洛伐他汀生产发酵参数影响由红曲霉使用海带作为固态发酵底物
在这项研究中,海带(褐藻)在固体状态下通过发酵红曲霉最大化洛伐他汀生产中,响应面分析法(RSM)施加到优化四个不同的发酵参数:温度(25-35℃),时间( 10-20天),葡萄糖(0.1–1.5%)和蛋白ept(0.1–0.7%)浓度。预测的工艺参数组合可产生最高的洛伐他汀生产速率(13.40 mg g dfs -1在25.64°C的温度,14.49天的发酵时间,1.32%的葡萄糖浓度和0.20%的蛋白p浓度下获得效价为92.85%。在研究的因素中,葡萄糖,孵育时间和温度对洛伐他汀的产生影响最大。在最佳条件下生产洛伐他汀的一式三份实验导致平均产量为13.98 mg g dfs -1和207.84 mg g dfs -1生物量。液相色谱-串联质谱(四极杆飞行时间)分析证实了洛伐他汀的离子分子量(405.26)。洛伐他汀从红曲霉发酵S.粳稻具有比未发酵的样品更高的热稳定性,超氧化物歧化酶活性和胆固醇酯酶抑制活性,并且对Caco-2细胞没有毒性作用。因此,S.粳稻是合适的底物,以最大化从洛伐他汀生产红曲霉在最佳条件用于食品和制药工业中应用。


























 京公网安备 11010802027423号
京公网安备 11010802027423号